
Микролитье, или точное литье по выплавляемым моделям,— это наиболее производительный способ тиражирования ювелирных изделий. Литьем получают как отдельные детали ювелирных изделий для последующей монтировки, так и целиковые изделия. Применение литья позволяет получить любое количество копий сложнейших изделий, изготовленных вручную, — наборных, вырезных филигранных с минимальными потерями драгметалла и более рациональным использованием ручного труда.
Современным оборудованием литья по выплавляемым моделям является комплекс, состоящий из нескольких блоков (установок).
В такой комплекс входят: вулканизационный пресс, инжекционная установка, компрессор, установка для вибровакуумирования, плавильно-заливочная установка. Плавильно-заливочные установки бывают двух типов — с центробежной принудительной заливкой жидкого металла в форму и вакуумного всасывания. Наиболее распространена установка центробежного литья.
Схема ювелирно-литейного производства
Изготовление образца (мастер-модели или прима-модели) для размножения литьем изготовление резиновой пресс-формы изготовление восковой модели изготовление литейной формы выплавление восковой модели и прокалка опоки с литейной формой заливка металла в формы.
В качестве литейных используют золотые и серебряные сплавы, полученные сплавлением чистых металлов, т. е. первичные, а также оборотные (кусковые отходы производства). Сплавы должны отличаться хорошими литейными свойствами, поэтому в большинстве золотых сплавов в качестве легирующих компонентов присутствуют никель и цинк.
Образец для пресс-формы изготовляют из золота или недрагоценных металлов (мельхиора, латуни, бронзы) с последующим никелированием или родированием. Иначе поверхность металла будет пригорать к пресс-форме. Литье в форме неизбежно дает литейную усадку, поэтому образец изготовляют с поправкой на усадку, т. е. толщину металла делают во всех пропорциях << полнее >> истинных размеров на 5...6%.
Изготовление резиновых пресс-форм. В качестве сырья для резиновых форм используют сырые резиновые смеси следующих составов:

Подготовка резиновой смеси заключается в распрессовывании в вулканизационном прессе при температуре не выше 100 °С в течение 1...1.5 мин.
Для этого кусок сырой резиновой смеси помещают между двумя стальными полированными плитами, смазанными кремнииорганической жидкостью во избежание прилипания смеси к металлу. Между плит устанавливают ограничители, позволяющие отрегулировать необходимый зазор.
Выдержав 1...1,5 мин под давлением верхней плиты, смесь охлаждают под струей воды и отделяют от плит. Распрессовывать сырую резиновую смесь лучше непосредственно перед изготовлением пресс-форм.
Для того чтобы фиксировать резиновые пластины относительно друг друга при сборке в пакет (несколько слоев резины), изготовляют резиновые замки — ребристые с одной стороны пластины. Для их изготовления распрессованную сырую резину вырезают по размерам пресс-форм и очищают ватным тампоном, смоченным в бензине. Пресс-форму протирают кремнийорганической жидкостью. Собранный пакет помещают в вулканизационныи пресс, прогревают 5 мин; затем в течение 40 мин вулканизируют под давлением 40...100 кгс/см2 при температуре 140°С. По окончании вулканизации пакет охлаждают под струей воды и из пресс-формы извлекают ребристую резиновую пластинку. Для изготовления разъемных пресс-форм из распрессованной резины вырезают пластины по форме и размерам металлической рамы. Пластины очищают бензином и укладывают в пачки.
Количество пластин в пачке зависит от толщины модели. На нижнюю пачку кладут резиновые замки, обратная сторона которых зачищена и смочена бензином. Между замками укладывают и модель (оригинал). Ее располагают таким образом, чтобы замки обеспечивали фиксацию одной половины формы относительно другой, но не мешали извлечению восковых моделей. Поверхности верхней и нижней резиновых пачек, обращенные к модели, натирают тальковой пудрой, а по краям будущего разъема смазывают силиконовым маслом. После наложения верхней пачки на нижнюю сверху помещают дополнительную плиту, на которую будет оказывать давление плита пресса. Собранный пакет помещают в металлическую раму, вставляют в вулканизационныи пресс и прижимают верхней плитой пресса. После того как температура верхней плиты достигнет >140...150°С, ее опускают до предела, и под ее давлением производится вулканизация в течение 30...45 мин. По истечении этого срока обогрев выключают и раму с пресс-формой извлекают и охлаждают. Излишки резины обрезают и пресс-форму разъединяют по месту разъема и извлекают модель. На рабочей поверхности пресс-формы не должно быть неровностей и повреждений. Для изготовления разрезных пресс-форм, так же как и для изготовления разъемных, пластины распрессованной сырой резины вырезают по форме металлической рамы, смачивают бензином и укладывают в пачки. Толщина пачек, как и для разъемных пресс-форм, зависит от высоты модели. Модель ювелирного изделия укладывают между двумя пачками сырой резины, а полости изделия плотно заполняют кусочками сырой резины. Собранный таким образом пакет вкладывают в металлическую раму и помещают в вулканизационный пресс. Далее процесс прессования и вулканизации протекает аналогично описанному. После извлечения пресс-формы из рамы ее разрезают на две половинки, аккуратно подрезая линию разъема скальпелем. Линию разреза выбирают неровной (бугристой) для лучшей фиксации половинок пресс-форм. Для извлечения из них сложной восковой модели делают дополнительные прорези. Качество изготовления пресс-формы определяют по опытному отливу восковой модели.
Изготовление восковых моделей. Модельный воск представляет собой однородную смесь двух-трех воскообразных компонентов, отвечающую требованиям состава — достаточной пластичности и прочности.
В двухкомпонентных составах могут быть использованы следующие пары:
парафин и церезин-100 в различных пропорциях
парафин и шеллачный воск в различных пропорциях
парафин и сополимер в различных пропорциях
Трехкомпонентный состав включает парафин, сополимер этилена и шеллачный воск.
В процентном соотношении:
парафина — 63
сополимера — 12
шеллачного воска — >25
в другом варианте:
парафина — 60
сополимера — 20
шеллачного воска — 20
Состав загружают в инжекционный бачок. Крышку бачка закрывают и фиксируют.
После этого включают обогрев, устанавливают температуру (70...80°С) для модельного состава и регулируют давление сжатого воздуха в пределах 0,2... 1,5 атмосфер, в зависимости от величины и формы восковой модели. На рабочую часть пресс-формы наносят тонкий слой тальковой пудры или распыленной силиконовой жидкости. Нагретый до определенной температуры модельный состав путем надавливания на сопло подается из бачка в пресс-форму.
Для моделей со сложной конфигурацией и крупных плоских моделей состав подается сильным или неоднократным нажатием. Половинки резиновых пресс-форм должны быть плотно прижаты. Заполненную модельным составом пресс-форму выдерживают 1...2 мин до ее охлаждения, после чего из разъединенной пресс-формы осторожно извлекают восковую модель. Для сборки моделей в блоки используют литники — восковые стояки с металлическим стержнем внутри. Их делают из отходов модельного состава от выплавки моделей. Восковые отходы расплавляют на песчаной или масляной бане и заливают в специальную форму, в которую заранее вложен взвешенный металлический стержень диаметром 1,5 мм. После охлаждения и извлечения из формы литник подвергают тщательному осмотру, зачистке (специальным шабером) швов, облоя и других дефектов.
Для сборки моделей в блок восковой стояк укрепляют в специальном приспособлении. Затем тонким лезвием электропаяльника припаивают модели к стояку (рис. 114).

В результате образуется блок — << куст >> или << елочка >>. Блок устанавливают на резиновую подставку, а затем промывают в 5 %-ном растворе сульфанола или в моющих средствах для синтетических изделий. Сушат блоки потоком воздуха до полного исчезновения влаги с поверхности моделей.
Изготовление литейных форм. Литейные формы изготавливают из формовочной массы, которая представляет собой сложный состав огнеупорных компонентов, как правило, оксидов кремния в виде кварца и кристобалита, гипса, различных замедлителей и связующих (глюкоза, бура, серная кислота) и др. Пропорции смесей различны, в основе 60...70 % оксиды кремния, 30...40 % гипса. Смесь используют в мелкоизмельченном состоянии и хранят в сухом месте.
В качестве затворителя (для приготовления суспензии и ее затвердевания) применяют дистиллированную воду из расчета 0,32...0,42 л на 1 кг смеси. Изготовление литейной формы происходит по следующей схеме. В резиновый или полиэтиленовый цилиндр наливают дистиллированную воду и устанавливают на вибростоле вакуумной установки. При включенном вибраторе постепенно, при непрерывном перемешивании, в цилиндр засыпают формовочную массу. Формовочная масса перемешивается с водой 1,5...3 мин, после чего цилиндр накрывают крышкой и включают вакуумный насос для отсоса из цилиндра воздуха. Вакуум доводится до 0,8...0,9 ат, и смесь вакуумируется в течение 5...7 мин. Затем цилиндр с вакуумированной массой снимают с вибростола, а на вибростол, при умеренном вибрировании, помещают опоку с модельным блоком (опока устанавливается на резиновой подставке). Осторожно, чтобы не повредить блока моделей, формовочную массу заливают в опоку, закрывают крышкой и снова включают отсос воздуха. При вакууме 0,8...0,9 атмосфер, как только смесь начнет разбрызгиваться, насос выключают.
Вибрация продолжается 1 ...2,5 мин, до спадения вакуума. Через два часа резиновую подставку снимают и сушат на воздухе не менее >6 ч.
Прокалка опок. Выплавление восковых моделей и прокалка опок производится в специальных печах, обеспечивающих температурный режим от 100 до 1000 °С, поддоном для выплавленного воска. Литейную форму устанавливают в камеру нагретой печи на решетку вниз литниковой чашей и выдерживают при температуре 150° в течение 2...2,5 ч. Нагрев производят ступенчато в 2...3 приема (в зависимости от типа формовочной смеси) до 750...800°С с периодическими выдержками в 1 ч при температуре 300, 480°С и выдержкой 1.5...3 ч при температуре 750...800°С.
Охлаждение опоки производится со скоростью 100 град./ч. до температуры заливки. Температуру опоки для заливки металла рассчитывают в зависимости от литейного сплава по формуле: t опоки= t° плав. сплава + 50°С / 2
Заливка металла в формы. Заливка металла в формы производится в специальной установке для центробежного литья (рис. 115).
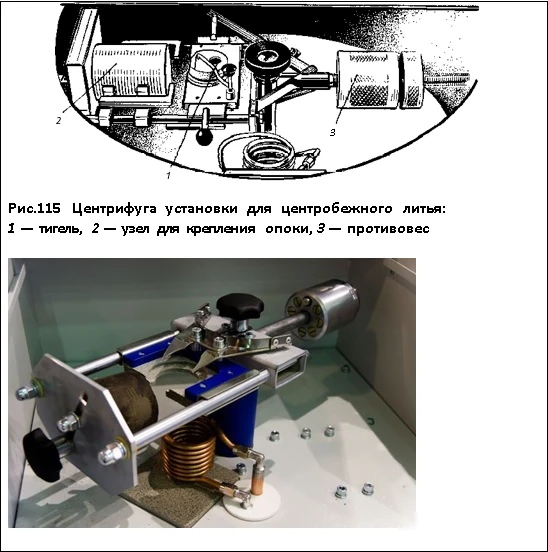
Для литья ювелирных изделий используют установки мощностью порядка 13 кВт, емкостью тигля 1,5 кг (для золота). Интервал регулирования температуры 700...1200 °С и частота вращения плавильного узла 220 об/мин. Для заливки металла нагревают тигель установки до 700 °С —и засыпают на дно тигля обезвоженную борную кислоту в качестве флюса из расчета 1,5...2,0% от массы шихты. Затем нагревают тигель до температуры плавления сплава и загружают частями металл по массе отливки. Расплавленный металл раскисляют цинком для золота и фосфористой медью для серебра из расчета 0,1...0,2% от массы шихты, перемешивая расплав.
Избыток флюса с поверхности удаляют. Литейную форму из печи переносят и устанавливают в заливочном узле. Машину включают на установленное время вращения 2...3 мин и производят заливку. Снятую с заливочного узла форму охлаждают на воздухе до 60...70 °С. Отделяют блок от формовочной массы легкими ударами молотка по металлической опоке и стержню блока. Затем блок очищают жесткой щеткой. Окончательно очищают отливки от формовочной смеси в 20...40%-ном растворе плавиковой кислоты.
После травления отливки промывают в проточной воде и при необходимости осветляют в отбелах: золото в 10 %-ном азотном, серебро — 10 %-ном серном. После промывки и сушки блок готов к отделению отливок от литниковой системы. Отделенные отливки даже в том случае, когда сделаны но модели целого изделия, еще не являются готовыми. Они поступают в монтировку для обработки поверхности, подгонки размеров колец, сборки замковых узлов в серьгах и брошах, припайки ушек кулонов и т. д. и только после окончательной монтировки готовы к закреплению камней и полировке.
ИЗГОТОВЛЕНИЕ ФИЛИГРАННЫХ ИЗДЕЛИЙ
Филигранными (от лат. << филум >>— нитка и << гранум >> — зерно) называют изделия, изготовленные из тонкой проволоки — гладкой, крученой, вальцованной и невальцованной, образующей сложные кружевные узоры (рис. 116).

Филигрань, или скань (от русского слова << екать >>), — один из очень старых и распространенных видов ювелирной техники, до сегодняшнего дня вызывающий восхищение у любителей и знатоков ювелирного и прикладного искусства. Изделия, изготовленные филигранью, охватывают почти все виды украшений и предметов быта. Различают ажурную и фоновую, или напайную, филигрань. Ажурной филигранью называют кружевной узор с хорошо просматривающимся сквозным рисунком.
Ажурная филигрань бывает плоской и объемной. К плоской относятся броши и другие изделия плоской формы. Примером объемной филиграни могут служить вазы, подстаканники, пудреницы, шарообразные, конусные и цилиндрические серьги, подвески и др. Фоновая, или напайная, филигрань отличается от ажурной тем, что узор напаивается на специально подготовленный фон из того же металла.
Фон может быть сплошным (глухая филигрань) или филигранным (ажурным). При филигранной основе рисунок фона делается более частым и, как правило, однотипным. чтобы не отвлекать внимания от основного узора. Этот вид филиграни обладает высоким рельефом, и не только потому, что рисунок ложится в два слоя, но и потому, что листочки, лепестки, розетки и другие элементы филиграни, напаивающиеся на фон, не всегда бывают плоскими. Они могут иметь сложные выгибы, закрутки, а то и объемную форму. Как и ажурная, фоновая филигрань бывает плоской и объемной.
Для филигранных работ используют мягкие, способные вытягиваться в тонкую проволоку металлы и сплавы, хорошо паяемые, с относительно высокой температурой плавления и красивым внешним видом. Это — золото, высокопробное серебро (916-й пробы), нейзильбер, медь. Из них и делается заготовка для филиграни.
Виды заготовок, соответствующие элементам филигранного узора, разнообразны и на протяжении многих лет сохраняют свои названия — гладь, веревочка, шнурок, плетенка, елочка, дорожка.
Гладь— круглая проволока различных сечений. Исходным полуфабрикатом для заготовки служат слитки, которые прокатывают в профильных валках квадратного калибра до проволоки такого сечения, что ее можно протянуть через фильерную доску. Максимальное сечение проволоки для украшений 1,2...1,3 мм, минимальное— 0,2 мм. Заготовка любой скани начинается с круглой глади, поэтому, заготавливая гладь, протягивают проволоку на все виды скани. Имея рисунок филигранного изделия, нетрудно определить длину заготовки каждого элемента и, следовательно, длину отрезка проволоки каждого сечения. Протягивая проволоку (общей длины) сквозь отверстия фильеры, отрезают с хвоста, чтобы снова не запиливать захватку, куски проволоки нужного сечения. Проволоку протягивают, периодически отжигая ее и следя за тем, чтобы не было плен и задиров. Прокатанную в плоских валках проволоку называют плоской гладью. Плоская гладь больших сечений часто служит контуром филигранного узора.
Веревочка — это жгутик, скрученный из двух проволок. Сечение проволоки для скручивания может быть любым и зависит от рисунка. Веревочки больших сечений применяют для контура филигранного изделия, малых сечений — для элементов рисунка. Для скручивания веревочек берут отожженную проволочку круглого сечения, складывают ее вдвое и один конец Двойной проволоки закрепляют в специальной насадке (или цепляют за крючок) шпинделя электромотора. Затем проволоку натягивают и, держа в натянутом вдоль оси шпинделя положении, включают мотор. Проволока, скручиваясь, уменьшается в длине (натяжение ее должно сохраняться равномерным). Скрутка не должна быть слабой. Если скань обрывается, ее отжигают, а затем продолжают скручивать. Обычно скручивание Длится до второго обрыва скани. Веревочка, прокатанная в плоских валках, называется плоской веревочкой и является одним из наиболее широко применяемых видов скани. Сплющенная с боков, она имеет на ребрах зернистую поверхность, что создает удивительной красоты зернистый узор в изделии.
Толшина плюшения зависит от сечения веревочки; так, для веревочки, свитой из проволоки сечением 0,2...0,3 мм, толщина плющения 0.30...0,35 мм. При плющении веревочек с большим сечением проволоки увеличивается и толщина плющения. Выбор веревочек для плющения зависит от характера узора и размеров изделия. Из плоской веревочки изготовляют все основные элементы филиграни.
Шнурок — жгут, скрученный из трех или четырех проволочек. Может быть свит из двух веревочек. Располагая рисунок веревочек по-разному, получают различный рисунок шнурка. Интересный шнурок получают скручиванием проволоки различных сечений или веревочки и проволоки. Свивают шнурок, аналогично веревочке, на моторе, а короткие отрезки — вручную.
Плетенка — косичка, плотно сплетенная из трех проволочек. Изготавливают ее вручную из коротких отрезков хорошо отожженной проволоки, а затем выравнивают. Являясь боковым ободочком плоского филигранного изделия, плетенка из тонкой проволоки очень эффектно украшает его.
Елочка — эффект елочки создают две лежащие рядом веревочки со спиралью, направленной в разные стороны. Если по эскизу елочка имеет сложный изгиб, то веревочки спаиваются между собой заранее, если же она лежит прямо или с незначительными изгибами, то их совмещают в процессе набора филиграни.
Дорожка круглая — представляет собой слегка растянутую спираль из круглой глади малого сечения. Для ее изготовления тонкую проволоку навивают на ригелек нужного сечения (0,5...1,0 мм). Снятую с ригелька спираль слегка растягивают так, чтобы зазор между витками был не более сечения проволоки. Круглая дорожка — прекрасное украшение, выделяющее отдельные орнаменты из общего узора.
Дорожка смятая —имеет вид поваленной спирали, кольца которой, наваливаясь, частично закрывают друг друга. Изготовляют дорожку навиванием проволоки в виде спирали на цилиндрический ригелек. Ригельком может служить стальная проволока диаметром 1,0...3,0 мм, в зависимости от размера изделия и характера рисунка. Сечение проволоки выбирается также индивидуально. Сминают спираль легким текстолитовым молоточком на правочной плите так, чтобы расхождение колеи было одинаковым. Смятая дорожка применяется в качестве оправы камня, обрамления изделия, розетки для корнера (шарика) и других элементов филиграни. Разновидностью смятой дорожки является плющеная дорожка. Отличается от смятой тем, что плющение ее происходит в плоских валках. Зазор между валками устанавливают равным сечению проволоки, так что сминается спираль только в местах нахлеста проволоки. Расхождение колец таково, что они едва касаются друг друга, а поэтому вытягиваются поперек дорожки и принимают форму капли. Используется плющеная дорожка в тех же случаях, что и смятая, и является не менее эффектным украшением.
Зигзаг — зигзагообразные дорожки двух видов: зубчатый зигзаг и круглый зигзаг (змейка). Любой из этих видов, набранный в одной плоскости в несколько рядов, образует красивый ажурный равномерный фон. Зубчатую дорожку делают из плоской глади, круглой и плоской веревочки, толщина которых колеблется в пределах 0,3...0,5 мм, с помощью миниатюрных зубчатых вальцов с ручным приводом. Рабочими валками служат специальные шестерни, зубцы которых изгибают плоскую заготовку, проходящую между ними, в зигзаг. Заготовкой для змейки служит плоская или круглая веревочка, которую навивают сразу на два ригелька (одинаковых по диаметру) восьмеркой, как бы завязывая их. Затем ригельки вынимают из полученной двойной спирали, и спираль осторожно плющат, как обычную дорожку. Поваленную двойную спираль растягивают на ширину звена и выравнивают в плоскости, чтобы избежать нахлестов. Оба вида зигзагообразных дорожек используют как промежуточные элементы ажурной филиграни, т. е. между двумя веревочками, шнурком и веревочкой, кастой и веревочкой и т. д., а также при изготовлении фоновой филиграни с ажурным фоном. Все заготовительные работы проводят с хорошо и равномерно отожженной сканью. Перечисленная скань — не только самостоятельный элемент филиграни, но и исходный материал для изготовления других элементов. Основной инструмент для изготовления элементов филиграни—филигранные пинцеты (филигранные корцанки) и филигранные ножницы (маленькие ювелирные ножницы по металлу).
Филигранный пинцет (рис. 117) —это жесткий с широкими щечками пинцет с резко суживающимися (до иглы) рабочими концами (губками).
Длина пинцета 120...150 мм, ширина щечек 18...20 мм, толщина листового проката на щечках 1,0...1,2 мм, длина губок пинцета 15...20 мм. Изготовляют пинцеты из нержавеющей стали. Трудно перечислить все элементы филиграни, из которых набирается узор, но основные из них, многократно повторяющиеся в узорах, это колечко, полуколечко, репейчик, звездочка, огурчик, грушечка, зубчик, развивашечка, лепесток, корнер, тройник, головочка, стенек, травка, завиток, листочек, завивка, жучок, розетка и др. (рис. 118).

За элементами сохранились старые их названия, поэтому некоторые из них звучат для нас необычно.
Колечко — изготовляют из плоской и круглой глади, круглой и плоской веревочки. Хорошо отожженную скань навивают на ригелек диаметром, соответствующим диаметру заданного рисунком колечка, затем снятую с ригелька пружину разрезают по витку и концы витка совмещают. Колечки применяют для набора фона фоновой филиграни, как основу для некоторых элементов (корнеров, жучков) и как составную часть элементов.
Полуколечко — это, как показывает само название, часть колечка. Получают его из той же скани и тем же способом, что и колечко, но от пружины отрезают только часть витка. Полуколечками выкладывается, красивый, чешуйчатый фон фоновой филиграни. Помимо этого его используют как самостоятельный элемент и как составную часть других элементов.
Репейчик — элемент филиграни, образованный колечком внутри и четырьмя полуколечками по окружности. Изготовляется обычно из плоской веревочки, реже из круглой веревочки и плоской глади малого сечения.
Звездочка — собирается, как и репейчик, из колечка в центре и полуколечек по окружности, но число полуколечек — 5, 6 и более. Радиус полуколечек выбирается в зависимости от их числа. Звездочки делают из той же заготовки, что и репеичики.
Огурчик — сложенный из двух одинаковых дуг элемент, напоминающий форму << маркиз >>. Дуги огурчика сгибают филигранными пинцетами и, определив длину по рисунку, отрезают. Обычно огурчики заготавливают из плоской или круглой веревочки.
Грушечка — по форме напоминает каплю, острый конец капли может загибаться в сторону. Изготовляется филигранными пинцетами из плоской и круглой веревочки.
Зубчик — согнутый из плоской или круглой веревочки утолок, по форме напоминающий контур зуба пилы или шестерни. Зубчик должен иметь прямые усики; угол расхождения и длину усиков определяют по рисунку.
Развивашечка — это зубчик с завитыми (загнутыми) наружу усиками. Изготовляют ее из той же заготовки, что и зубчик.
Лепесток — по форме напоминает лепесток ромашки. Делают его из плоской или круглой веревочки или плоской глади. Вставленные друг в друга и соединенные при основании лепестки разных размеров создают красивые филигранные разводы.
Корнер — шарик. Получают корнеры плавлением обрезков металла соответствующих размеров. Для получения корнеров с одинаковыми диаметрами проволоку одного сечения нарезают на одинаковые участки и плавят или тонкий прокат нарезают ножницами в виде кисти, а затем, отрезая поперек концы кисти, получают одинаковые отрезки. Плавка корнеров может производиться несколькими способами: на древесном угле, причем отрезки раскладывают так, чтобы они не касались друг друга; на асбестовом леткале — плавятся корнеры мелких размеров (у крупных снизу образуется площадка); в тигле в среде древесно-угольной пыли или бумажного пепла (плавят большое количество корнеров). Корнеры—прекрасное дополнение филигранного узора. Помещают их на кольцевую основу: колечко, центральный кольцевой участок головки, стенька, завитка, розетки и т. д. Большое количество напаянных мелких корнеров называют зернью.
Тройник — трилистник, согнутый филигранным пинцетом из плоской или круглой веревочки или плоской глади.
Головочка— плоско накрученная спиралька, один конец которой образует дугообразный хвостик, а другой — центральное колечко, центр спиральной головки. Головочка может иметь 4, 5, 6 витков и более в зависимости от характера и размеров узора и толщины скани. Навивается головочка пинцетом из плоской веревочки, реже из круглой.
Стенек— имеет подобно головочке с одной стороны дужку, завитую в плоскую спираль, с другой—конец, образующий колечко, но колечко это находится не в центре спиральной головки, а прижато к дужке. Головка стенька образует, кроме колечка, один виток, и если головка имеет два или три витка — элемент называют соответственно двойным или тройным стеньком. Делают стенек аналогично головочке и из той же заготовки.
Травка— изготовляется из элемента << зубчик >> с длинными усиками, концы которых завиваются в одну сторону плоской спиралью. Концы имеют по два-три витка. Для травки используют плоскую гладь и плоскую и круглую веревочку.
Завиток— дужка с концами, завитыми внутрь, до образования колечек. Для завитков используют плоскую гладь, плоскую и круглую веревочку.
Листочек— плоская спираль, смятая с боков в виде листочка. Из плоской веревочки пинцетом делают спиральный круг, который потом пинцетом сжимают с боков так, чтобы образовались острые концы листочка. Число витков в листочке зависит от его размеров и толщины скани. Листочек применяют как самостоятельный элемент или в сочетании с несколькими листочками для образования цветка. Изготовленному плоскому листочку перед набором придают естественный изгиб.
Завивка— спаянный в плоскости из трех листочков различной формы трилистник, который перед набором изгибают.
Жучок— элемент, образованный колечком из круглой дорожки (спирали) и корнера, находящегося в центре. Сечение проволоки для спирали зависит от размеров колечка, которое будет сделано из этой спирали, а размер колечка — от величины самого изделия. Спиральное колечко сгибают пинцетом. Припаивают корнер (он не должен проваливаться и должен закрывать большой участок спирали) уже в общем наборе филиграни. Жучок сажают на кольцевую основу ранее набранного колечка соответствующего размера.
Розетка— сферическая вогнутая чашечка из смятой дорожки с корнером внутри. Для изготовления розетки, как и для жучка, делают спиральное колечко, которое затем бухтеруют в анке или другой сферической матрице. Полученную вогнутую чашечку спаивают с корнером тоже в общем наборе. Изготовление филигранных элементов с помощью пинцетов производят от целого (длинного) куска скани, который отрезают только после полного совпадения элемента с рисунком.
Плоскую ажурную — филигрань набирают по рисунку, выполненному на бумаге в натуральную величину. Рисунок наклеивают на плоский шаблон, сделанный из листовой низкосортной стали толщиной 0,5...0,8 мм. Размеры шаблона отвечают габаритам рисунка. Набор целесообразно начинать с контура и продолжать по степени уменьшения элементов. Каждый элемент сгибают точно по рисунку, и только после того как он полностью совпадает с нарисованным, отрезают (маленькими ювелирными ножницами). После этого его смазывают с изнанки клеем и приклеивают на рисунок, полностью замещая изготовленным элементом нарисованный. И если больше нет одинаковых с ним элементов, то приступают к следующему.
Для набора филиграни используют клей БФ-2, столярный и вишневый (камедь) или нитролак. Набранному узору дают высохнуть, затем, чтобы узор во время пайки не сместился, равномерно привязывают его к шаблону биндрой (вязальной проволокой) и в таком виде паяют. Применение клея БФ-2 и нитролака делает возможным набирать филигрань без привязки биндрой, а значит, и без шаблона. В этом случае набранному на бумажном рисунке узору дают высохнуть, а затем аккуратно отдирают бумагу. Образованная клеем или лаком пленка удерживает узор, не давая элементам распадаться. Пайку производят на ровной плите из асбоцемента. Опытные мастера при неоднократном выполнении одного и того же узора рисунка на бумаге не делают, наносят только контур, а набирают филигрань по клеточкам обычного тетрадного листа.
Объемную ажурную — филигрань можно набирать двумя способами: в плоскости по рисунку развертки объемной фигуры и по листовому шаблону, имеющему форму данной фигуры. Набранная в плоскости развертка объемной филиграни после пайки должна принять форму заданной фигуры. Достигается это изгибанием изделия вручную с последующей правкой, выгибанием в матрицах (кожаных, войлочных, деревянных, свинцовых, стальных с подкладкой) с помощью пуансонов из тех же материалов. После придания изделию нужной формы производят пайку швов.
В другом случае набор объемной ажурной филиграни производят на изогнутом или вогнутом (бухтерованном) шаблоне, подобно плоскому набору, но процесс очень осложняется тем, что не совсем легкие элементы приходится не только сгибать по рисунку, но и выгибать по форме шаблона. Подобная работа требует от филигранщика некоторого навыка.
Плоскую фоновую — филигрань начинают набирать с фона, аналогично ажурной, по бумаге, наклеенной на плоский шаблон. Причем на бумаге вычерчивается не узор (рисунок, как правило, однообразный), а только контур, в пределах которого и набирается узор. Дальше, как и при ажурной филиграни, набранный фон паяют и после отбеливания приступают к набору верхнего узора. Элементы верхнего узора изготовляют также по рисунку, который, в отличие от ажурного набора, лежит рядом. На фон изделия рисунок не может быть наклеен, потому что элементы верхнего узора должны припаиваться к фону. Верхний узор фоновой филиграни, как правило, реже ажурной, и элементы узора не всегда спаиваются между собой. Поэтому набор верхнего узора не требует такой тщательной подгонки элементов друг к другу, как при ажурной филиграни. Закончив набор верхнего узора, его привязывают к фону как к шаблону, вязальной проволокой и паяют. Однако не всегда бывает можно привязать верхний узор к фону. Элементы филиграни, имеющие сложный асимметричный изгиб, высокий рельеф и ряд других причин, не позволяют производить пайку увязанного изделия. В таких случаях верхний узор паяют в несколько приемов.
Объемную фоновую — филигрань набирают аналогично плоской фоновой. Если объемную фигуру изделия можно представить в виде развертки, то фон набирают в плоскости, паяют, а затем придают форму изделия. Добиваются этого теми же способами, что и при изготовлении объемной ажурной филиграни. Если сложная форма изделия исключает возможность представить изделие в развернутом виде, то фон набирают по жестяному шаблону, имеющему объемную форму изделия. Элементы филиграни для такого набора должны изгибаться по форме шаблона.
В изделиях, имеющих сложную кривизну, например шарообразных, фон целесообразно набирать из мелких элементов — колечек, полуколечек и т. д. Иногда набор производят по фрагментам (секциям), которые затем спаиваются между собой, образуя объемную фигуру (рис. 119).

Верхний узор объемной филиграни набирают теми же способами, что и плоскую филигрань с той лишь разницей, что количество приемов пайки может быть увеличено.
Набор глухой филиграни — это набор по готовому изделию, изготовленному из листового проката толщиной 0,6...1,0 мм. Изделие должно иметь хорошо подготовленную поверхность. Если предусмотрено полирование, то поверхность, служащая фоном глухой филиграни, должна быть отполирована и обезжирена. Узор по глухому фону, чаще всего несложный, выкладывается различной сканью: веревочкой, шнурками, дорожками и изготовленными элементами филиграни. Набор производится так, чтобы узор плотно прилегал к фону и припаивался по всей длине его касания.
Пайка— одна из самых ответственных операций при изготовлении ювелирных изделий, а филигранных особенно. Сложное, с множеством мелких элементов, спаянных между собой, филигранное изделие должно отличаться не только чистотой исполнения, но и надежностью в эксплуатации. Поэтому филигранной пайке уделяется особое внимание. Пайка филиграни производится ювелирными припоями, обладающими хорошей текучестью, пластичностью. Хорошая текучесть припоя обусловливает равномерный спай элементов филиграни, быструю растекаемость припоя во всем швам площади прогрева.
Для золотой филиграни следует выбирать припой с наименьшим количеством цинка и кадмия, так как эти металлы не только резко понижают температуру плавления сплава, но и обладают разъедающими свойствами при перегреве металла.
Для серебряной филиграни и филиграни из недрагоценных металлов пользуются стандартным серебряным припоем ПСр72, а также 70 %-ным серебряным припоем, в состав которого не входит цинк, а только медь. Изготовить такой припой можно сплавлением серебра 875-й пробы с медью в соотношении 4:1.
Филигранные припои применяются в виде опилок, в смеси с бурой. Для приготовления смеси слиток припоя зажимают в ручные металлические тиски и грубым напильником напиливают из него опилки. Делают это на рабочем месте ювелира так, чтобы опилки собирались в чисто выметенную кожу. Напиливая припой, стараются не задеть финагель и другие деревянные части верстака, чтобы исключить попадение в припой дерева. Обычно кожу застилают листом бумаги, так как при выметании щеткой из кожи опилки могут запылиться. Из опилок удаляют магнитом попавшее железо, и опилки ссыпают в байку, где смешивают с прокаленной и перетертой бурой в соотношении 1:1 по объему. Затем смесь насыпают в рожок, из которого посыпают изделие. Рожок делают из тонкого листа любого металла в форме удлиненной воронки с узким горлышком, через которое высыпается припой. Для более точного отсекания порции опилок применяют рожок с клапановой иглой. Иглу изготовляют из проволоки сечением, равным диаметру горлышка. Один конец иглы затачивают, а другой сворачивают в кольцо для продевания в него пальца, которым регулируют подачу припоя, выталкивавая его иглой через горлышко.
Набор филиграни, привязанный к шаблону, смачивают водой или слабым раствором буры (для золота и нейзильбера раствором борной кислоты) и помещают на леткал, но не на асбест, а на металлическую сетку. Сетка обеспечивает равномерный прогрев набора со всех сторон. Затем набор посыпают очень тонким слоем припоя (избыток припоя заливает рисунок) и прогревают мягким пламенем паяльного пистолета. Металлический шаблон не только предупреждает коробление набора, но и помогает равномерному нагреву всех элементов филиграни. Сгоревшая бумага (наклеенная на шаблон), находящаяся между шаблоном и набором, предохраняет набор от пригорания к шаблону. Как только набор достигает температуры плавления припоя, припой << разбегается >> по швам (стыкам). Места, где элементы не спаялись, снова посыпают припоем и прогревают. Потом набор усаживают элементами, которые не привязываются (жучки, рельефные листочки, розетки и т.д.). И в последнюю очередь—корнерами Набор посыпают припоем в местах соприкосновения элементов филиграни и прогревают его до растекания. Спаянную филигрань отвязывают от шаблона, следя за тем чтобы не осталось кусочков биндры и окалины от шаблона, и отбеливают. Попадание железа в отбел вместе с изделием вызы вает на изделии красный налет, который затем трудно удалить с филиграни. Только после отбеливания можно определить чистоту спаянных соединений и наличие всех непропаев. Если таковые обнаружены, их пропаивают заново.