
Корнеровая закрепка — наиболее сложный вид закрепки, связанный с-разделкой штихелями всей закрепочной площади изделия. Процесс закрепки начинается с впасовки камней (ранее подобранных) в свои отверстия. Чаше всего для этого используют котировочный штихель. Им выбирают для камня плотное вертикальное гнездо. Глубина гнезда делается такой, чтобы рундист камня находился ниже поверхности закрепочной площадки (рис. 133).

Для камней идеально круглой формы гнездо можно выбирать сверлом с углом заточки меньше угла шипа камня, коническим бором, угол конуса которого выбирается по углу шипа камня. Гнездо рассверливают либо ручной ювелирной дрелью, либо сверлом (бором), зажатым в цангодержателе или металлических ювелирных тисочках. Последовательность впасовки, как и разделки, такова: начинают с камней больших по размеру и кончают маленькими. Убедившись, что камень плотно садится в гнездо, намечают места размещения корнеров. Наметив слегка боллштихелем место, откуда будет браться срез для корнера, начинают разделку, предварительно вынув камень. Подрезку металла начинают с гнезда, оставляя участки, где корнеры будут нетронутыми. После подрезки фацетов в сторону гнезда камень сажают на место и приступают к следующей операции — постановке корнера.
Поставить корнер — это значит поднять штихелем из металла пенечек — штрих, которому впоследствии с помощью корновертки придают вид шарика. Этот шарик (корнер) выполняет роль крапана, удерживающего камень. От величины камня, числа конеров и формы разделываемой площадки зависит величина корнера, а следовательно, и номер боллштихеля, которым будет подниматься корнер. Суть этой операции заключается в том, что штихелем приподнимают над поверхностью штрих, продвигают (натягивают) его в сторону камня так, чтобы стенка гнезда в этом месте слегка наваливалась на павильон камня. Поставив все корнеры и обеспечив тем самым надежность удержания камня, приступают к фаденовой обработке по заранее намеченному рисунку. Окончательная обработка — выравнивание фацетов, подчистка корнеров — производится штихелем не в сторону камня, а от камня. Когда рисунок всей верхушки выведен корноверткой, корнерам придают глянцевую шарообразную форму, а на ребра срезанного фадена наносят гризантную насечку. Величина зернистости диктуется размерами камней, рисунка и всего изделия.
ДЕФЕКТЫ ИЗДЕЛИЙ И ИХ УСТРАНЕНИЕ
Качество готовых изделий на предприятиях ювелирной промышленности проверяют отделы технического контроля (ОТК).
Изделия, которые нельзя исправить, отправляют в переплавку, а изделия, которые можно исправить, возвращают мастеру-исполнителю. Ювелир определяет причину дефекта и находит оптимальный вариант его устранения. Виды брака после монтировки ювелирных изделий: несоответствие заданному размеру, поры и непропаи в местах паяных соединений, нарушение симметричности изделия при сборке, несоответствие цвета припоя данному изделию, непарность спаренных изделий (серег), недостаточная плотность неразъемных подвижных соединений, люфт (болтанка) при работе застежных устройств, недостаточная чистота обработки изделия.
Дефекты, обнаруживаемые после закрепки камней: криво закреплен камень, неодинаково обработаны крапаны, недостаточно четко нанесена гризантная насечка, нечисто сделана подрезка вокруг камня, неровно обжат камень, шатание камня в касте, недостаточно чисто выполнена фаден-гризантная разделка, сколы камней по рундисту, на углах, на ребрах.
Несоответствие изделия заданному размеру распространяется в основном на кольца, причиной этого может быть неправильный расчет заготовки на шинку, нарушение длины заготовки при припасовке шинки. Для исправления дефекта меняют размер кольца в большую или меньшую сторону. Уменьшая размер колец переменного сечения или с кастой, верхушкой, напаянными элементами, из середины шинки вырезают участок, составляющий разницу. Вырезанный участок должен включать фугу, чтобы не образовывать еще одного места пайки. Уменьшая размер обручальных колец, предварительно отожженное кольцо подвергают двустороннему обжатию в проколотке или анке. Увеличить кольцо до одного размера можно путем вытяжки шинки (расколачивания на ригеле). Кольца одного сечения увеличивают на специальном рычажном приспособлении — разжимном ригеле.
Для увеличения колец на 1,5 мм и больше впаивают вставку нужного размера из металла тех же пробы и цвета. Главная причина появления пор в местах паяных соединений — неплотная припасовка деталей или, что бывает реже, несоответствие припоя данному сплаву.
Для устранения пористости места соединения деталей прорезают и после плотной припасовки пропаивают заново, проверив пригодность (соответствие) припоя. При невозможности соединить расчлененные участки фуговкой в зазор впасовывают вставки. Непропаинность получаются, когда в результате загрязнения или окисления подготовленного для пайки участка припой заполняет его не полностью. Причин для непропаинности много: загрязнен или неправильно приготовлен флюс, недостаточно флюсованы место пайки и припой, перегрелись во время пайки изделия или неплотно припасованы детали. Устранить дефект можно путем вторичной пайки после соответствующей подготовки изделия. Изделие должно быть прогрето с флюсом и тщательно отбелено (флюс для этого лучше сделать заново). Хорошо офлюсованное изделие заново пропаивают с соблюдением температурного режима.
Нарушением симметричности изделия следует считать смешение в процессе сборки смежных деталей, а также искривление деталей. Примерами могут служить: кольца со смещенным относительно шинки кастой, смещенной относительно центральной оси кольца шинкой; кольцо, внутри которого шинка не образует правильной окружности совместно с кастой (кольцо сделано не по ригелю); кольца, накладки у которых находятся на разном уровне или горизонтально смещены; кольца с искривленной в сторону шинкой; серьги, имеющие смещение навесного или замкового крючка относительно каста, а также швензы, смещенные относительно других смежных деталей; броши с нарушенной параллельностью основания и застежной иглы; кулоны, у которых подвесное ушко не имеет общей оси с подвеской, и другие виды смещения деталей относительно друг друга.
Смещение каста может быть вызвано неровно сделанными на касте всечками, неровно запиленными концами шинки, смещением шинки во время нагрева при пайке. В большинстве случаев дефект исправляют перепайкой одного из концов шинки. Для этого конец шинки отрезают от каста и после выравнивания каста по осям симметрии припаивают заново. Шинка может сместиться относительно оси (центральной) кольца, если: концы шинки припаяны к касту на разном уровне; при опиливании кольца изнутри каст оказался опиленным неровно; нагартованную шинку во время нагрева при пайке увело в сторону. Для исправления небольшого смещения каст изнутри кольца опиливают, выравнивают по ригелю, и кольцо в отожженном состоянии правят. При большом смещении один из концов шинки отрезают от каста и припаивают заново на соответствующем уровне. В кольцах с верхушками демонтируют (отсоединяют) всю шинку и, заправив прежнее место пайки и припасовав шинку, снова припаивают. Смещение каста у колец, сделанных не по ригелю, происходит по двум причинам: каст изнутри кольца выбран (опилен) не тем радиусом, что окружность шинки, и кольцо плохо правлено на ригеле. Определяется этот дефект по ригелю: каст, выбранный с меньшим радиусом, будет образовывать зазор между ригелем и кастой, в середине каста. Каст, выбранный с большим радиусом, будет плотно прилегать к ригелю серединой, но края его и концы шинки могут не доставать до ригеля.
Эти дефекты устраняются опиливанием кольца изнутри и последующей правкой на ригеле. Накладки колец находятся на разных уровнях в результате неправильной их припасовки или неаккуратной пайки. Чтобы кольцо приобрело нормальный вид, одну из накладок перепаивают по уровню другой. Искривленность шинки может произойти из-за неправильного нагрева во время пайки и односторонней правки кольца на ригеле.
В первом случае полностью разбирают шинку с кастой, а затем собирают вновь. Во втором случае достаточно выправить кольцо на ригеле с той стороны, в которую наклонена шинка.
Смещение крючков серег и швенз относительно кастов может быть результатом неправильного нахождения места пайки крючка или швензы или неправильной установки изделия во время пайки. Легкое смещение крючка можно устранить, механически изменив его направление. При сильных смещениях сместившуюся деталь (в нагретом состоянии) снимают и припаивают вновь, Непарность серег может быть вызвана ошибочным спариванием двух серег при изготовлении нескольких пар, а также ошибками при переносе размеров в процессе изготовления деталей серег. Непарность забракованной пары исправляется по одной серьге, размеры и форму которой приводят в полное соответствие с другой. Непарность серег может выражаться и в другом, например в разнице в высоте или длине замковых крючков, в углах загиба замковых крючков или швенз и т. д.
В зависимости от характера дефекта находят и способы его устранения. Так, форму и углы загиба крючков, длину швенза и крючков подгоняют механически — соответственно подгибая, подпиливая или обрезая. В некоторых случаях серьгу подвергают частичной разборке и после исправления несоответствующей детали вновь собирают. Недостаточная плотность неразъемных подвижных соединений объясняется неправильной припасовкой деталей подвижного соединения. В большинстве случаев для устранения зазоров соединения весь узел изготовляют заново. Причины люфта при работе застежных устройств различны. В серьгах люфт может быть объяснен недостаточной упругостью замкового крючка, несоответствием сечения штифта диаметру отверстия штифтового соединения швензы, смещением швензы в процессе сборки, неправильным выбором опорного угла стойки.
В брошах — неплотностью шарнирного соединения иглы, недостаточной подгонкой упора иглы или деталей замка между собой.
Дефект устраняют, установив его причину. При недостаточной упругости замкового крючка — уменьшают угол его загиба; при несоответствии сечения штифта диаметру отверстия штифтового соединения — заменяют штифт; при смещении швензы во время сборки — ее перепаивают; при неправильном выборе опорного угла стойки — ее заменяют; при неплотности шарнирного соединения застежной иглы броши — переделывают шарнир; при недостаточной подгонке упора — его удлиняют; при неплотной подгонке деталей замка — замок поджимают или заменяют одну из деталей.
Нарушение параллельности иглы с основанием броши случается при недостаточной подгонке упора шарнирного соединения иглы и различного уровня шарнирного соединения иглы и замка броши относительно основания броши. Для устранения брака в первом случае убеждаются в правильности подгонки упора и если надо, подпиливают его, во втором — один из узлов полностью разбирают и уровень высоты подгоняют по другому, проверяя его иглой.
Причина несоответствия осей подвесного ушка и подвески кулона — в неправильно выбранном месте для соединительного ушка.
Чтобы исправить дефект, находят место для соединительного ушка по центру тяжести подвески и ставят туда заново сделанное ушко.
Несоответствие цвета припоя цвету изделия распространяется в основном на золотые изделия. Дефектом считается, когда цвет паяного шва выделяется на фоне изделия. Причинами этого дефекта могут быть: неправильный выбор припоя по цвету, большой зазор (неплотная припасовка) при пайке или растекание припоя по поверхности изделия. В любом случае соединение, подготовленное для пайки, должно быть плотным, тогда небольшая разница в оттенках металла после пайки будет незаметна. Для исправления дефекта в первых двух случаях паяный участок вырезают и после плотной припасовки припаивают снова припоем соответствующих цвета и температуры плавления. В случае растекания припоя по поверхности образуется << зелень >>которую удаляют опиливанием этого участка. Недостаточная чистота обработки изделий проявляется в плохой заправке припоя в местах спайки, волнистости и ступенчатости, в следах царапин, оставленных шабером. Причиной недоделок во всех случаях является невнимательность мастера при обработке изделия и плохая заправка шабера. Доработкой изделия считается дополнительная заправка его хорошо подготовленным инструментом.
Дефекты, допущенные в процессе закрепки камней, порой влекут за собой более серьезные исправления, чем допущенные в монтировке. Кроме того, выкрепление камня всегда связано с риском подколоть его.
Причиной криво закрепленного камня может быть неровно выбранное (вырезанное) гнездо или неравномерное обжатие камня. Исправляя кривизну посаженного в крапановый каст камня, достаточно отогнуть крапаны, мешающие встать камню прямо, и, развернув камень, равномерно обжать его крапанами. Камни, закрепленные в глухие касты, должны быть выкреплены полностью, для чего закрепочный поясок слегка подрезают в месте обжатия и специальным давчиком отгибают его стенки. Вся операция должна проделываться с предельной аккуратностью, чтобы не повредить каст. После соответствующих поправок камень снова обжимают стенками каста и обрабатывают.
Результатом неодинаково обработанных крапанов в изделиях с закрепленным камнем является разная длина или впечатление различной ширины крапанов. Причина этого в невнимательности мастера во время обработки изделия. Для устранения разности в длине крапанов более длинные подпиливают надфилем или обрезают штихелем. Боковая подрезка крапана создает впечатление уменьшения его ширины. Общее впечатление ширины крапанов зависит и от угла подрезки всех крапанов. Недостаточно четкой гризантная насечка может быть по многим причинам, в частности из-за неправильно подрезанного ребра для нанесения гризанта, неправильно выбранного номера корнезера или накатки для подрезанного ребра и величины камня, использования сработанного инструмента (корнезера, накатки) и др. Чтобы исправить нечеткость гризантной насечки, старый гризант срезают, оставляя необходимое ребро. К подрезанному ребру подбирают соответствующий величине камня номер корнезера (или накатки) и им наносят гризант заново.
Не чисто сделанная подрезка вокруг камня — результат плохой заправки или неправильно выбранного для данной операции штихеля. При выполнении повторной чистовой подрезки особое внимание уделяют заправке штихеля. Профиль его выбирают в соответствии с величиной камня, угла и площади подрезки. Неровное обжатие камня стенками каста может оказаться при непропорционально толстых стенках каста и неровно вырезанном гнезде для камня. Выравнивают обжатие по-разному: при толстых стенках каста закрепочный поясок опиливают надфилем, при нормальных по толщине стенках каста закрепочный поясок выравнивают давчиком, а в допустимых случаях закрепочным молоточком, и только если ни один из вариантов не дает нужных результатов, камень перекрепляют.
Шатание камня в касте объясняется неплотным обжатием камня стенками каста или крапанами, несоответствием вырезанного гнезда размерам камня, несоответствием каста размерам камня (каст больше). В каждом из случаев устранение дефектов протекает по-своему. При неплотном обжатии камень обжимают повторно, в двух других случаях камень выкрепляют из каста. Если гнездо больше камня и высота камня позволяет посадить камень глубже, то выбирают новое гнездо, немного ниже прежнего. Если высота каста не позволяет посадить камень глубже или если каст не соответствует размерам камня, каст уменьшают до нужного размера, а затем снова закрепляют камень.
Недостаточно чисто выполненная фаден-гризантная разделка выражается в нечисто (матово) срезанном фадане, плохо обработанных корнерах, нечетком гризанте. Причиной этих дефектов является плохая подготовка инструмента (заправка штихелей) или неверно выбранный для операции инструмент. При исправлении этих дефектов следует все отобранные штихели хорошо заправить и использовать строго по назначению. Корновертки выбирают соответствующих корнеру номеров, предварительно убеждаясь в их пригодности. Аналогично выбирают и корнезеры. Исправление проходит в той же последовательности, что и первоначальный процесс разделки.
Сколы камней имеются в виду только те, который допущены в процессе закрепки камней. Наряду с другими, причиной сколов и царапин на камне может оказаться незнание характеристики данного камня. Сколы по рундисту камня в большинстве случаев бывают у камней с тонким рундистом. Причинами этого дефекта могут быть: излишне толстая стенка каста, неровно вырезанное гнездо, неравномерное обжатие. Более часты сколы углов у камней прямоугольной и других форм, имеющих острые углы. Причиной скола могут послужить плохо впасованный камень, несоблюдение обжатия угловатых камней, неравномерное обжатие камня. Сколы на ребрах камня образуются, как правило, оттого, что в процессе обжатия камня давчиком или в процессе обработки крапанов или закрепочного пояска закрепленного каста надфилем задеваются ребра камня.
Исправление подобных дефектов во всех случаях связано с выкреплением камней и заменой их новыми.
ОТДЕЛКА И ХУДОЖЕСТВЕННАЯ ОБРАБОТКА ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Отделка ювелирных изделий — это окончательная обработка поверхности, доведение их до состояния товарного вида. Отделочные операции можно классифицировать по трем видам: механическая отделка — полирование, фактуровка, чеканка, гравирование; декоративно-защитные покрытия — эмалирование, чернение; химическая обработка — оксидирование и гальванопокрытия.
ПОЛИРОВАНИЕ
Сущность процесса полирования заключается в удалении с поверхности металла микронеровностей, чем достигается высокий класс чистоты и зеркальность поверхности.
Полирование — один из отделочных процессов обработки изделий, но не всегда последний. Ювелирные изделия могут подвергаться полированию перед оксидированием, перед покрытием слоем другого металла. Если изделия после сборки нельзя отполировать целиком, некоторые детали их полируются в процессе монтировки. В основном применяются два вида полирования ювелирных изделий: механическое и электрохимическое. Механическим называют поштучное полирование изделий с абразивом и без него. Массовые же способы полирования в барабанах и контейнерах, несмотря на то что они фактически тоже механические, называются галтовкой и виброобработкой.
Электрохимическое полирование — это анодное травление изделий в среде электролитов под действием электрического тока, т. е. процесс, обратный золочению и серебрению.
Механическое полирование — Механическое абразивное полирование проводят на полировальных станках с помощью эластичных кругов и щеток с абразивными пастами, а безабразивное — вручную, специальными полировками. Для абразивного полирования ювелирных изделий применяют одношпиндельные и двухшпиндельные станки, оснащенные насадками для крепления полировального инструмента и вытяжными устройствами со сборниками отходов для последующего извлечения драгоценных металлов (рис. 134).

Мощность электродвигателей станков может быть в пределах 0,5...1,1 кВт. Скорость вращения вала 3000 об/мин. Инструментом для механического полирования служат эластичные круги и щетки (рис. 135).

Материалы кругов должны хорошо удерживать на поверхности абразивные пасты и быть прочными в эксплуатации. Назначение полировального инструмента зависит от материала, из которого он сделан, и его формы.
Фетровые круги (фильцы) — применяют для,первоначального полирования гладких, ровных и выпуклых поверхностей. Это высококачественный полировальный инструмент, очень стойкий в эксплуатации, его твердость зависит от грубошерстности материала. Размер кругов определяется их внешним диаметром. Фетровый круг благодаря имеющемуся в центре отверстию наворачивается на конусно-винтовую насадку шпинделя полировального станка.
Волосяные круги (дисковые щетки) — служат для полирования ювелирных изделий сложной конструкции с ажурной и рельефной поверхностью. Дисковая щетка имеет деревянную основу — опорный деревянный диск, на котором по всей окружности укреплены торчащие волосяные кисти. Эластичность щетки определяется жесткостью и длиной волоса. Увеличить жесткость щетки можно, укоротив длину волосяного покрова. Крепятся волосяные круги на полировальном станке так же, как и фетровые.
Матерчатые круги — служат для окончательного полирования (наведения блеска). Представляют собой сделанные из материала диски, собранные в пакеты. В качестве материала могут использоваться: бязь, миткаль, полотно, фланель. Собранные в пакет диски закрепляют между деревянными щечками с осевым отверстием. При сборке пакета целесообразно использовать несколько прокладок из дисков меньшего диаметра, это улучшает вентиляцию круга и увеличивает срок его службы. Жесткость кругов можно регулировать прошиванием дисков (сшиванием между собой): чем меньше расстояние между строчками прошива, тем жестче круг. Матерчатые круги — самые универсальные, в зависимости от подобранного материала и нанесенной пасты Ими можно полировать поверхность любого вида и любой чистоты.
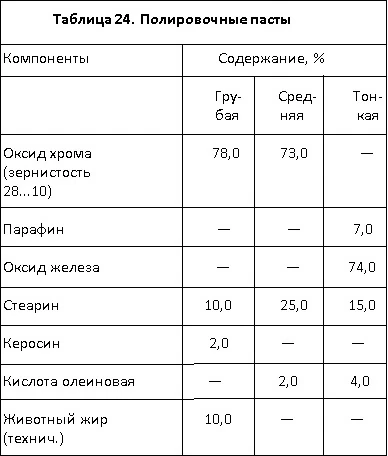
Нитяные круги (пушок)—применяются, так же как и матерчатые, для наведения глянца на поверхность изделия. По конструкции напоминают волосяные, разница в том, что вместо волосяного покрова у них покров нитяный. Нитяные круги очень мягкие. Все перечисленные выше круги используются как станочный инструмент. Оптимальные размеры полировальных кругов 70... 100 мм в диаметре, для более мощных напольных установок допускается и больше — до 200 мм. На поверхность каждого вращающегося круга наносят полировочные (абразивные) пасты. Зернистость пасты выбирается в зависимости от стадии полирования изделий (начальной или конечной). Полировочные пасты содержат тонкие абразивные порошки, жировые связки и специальные добавки. Абразивным материалом служат оксид хрома, крокус (оксид железа), микропорошки корунда. В качестве связок в пастах используют: стеарин, парафин, животные технические жиры. Специальными добавками являются: двууглекислая сода и олеиновая кислота, которые вводятся для активизации процесса полирования, скипидар и керосин — для изменения вязкости. Пасты на основе оксида хрома имеют зеленый цвет, а на основе оксида железа — красный. Для предварительного полирования используют пасты с абразивом зернистостью от 28 до 10 мкм (табл. 24).
Окончательное полирование (глянцовка) производится пастами с абразивом зернистостью от от 7 до 5 мкм(табл. 25).

Перечисленные пасты выпускаются в твердом состоянии. Наносятся они на полировальные круги во время вращения круга легким касанием поверхности круга пастой.
Инструментом для ручного полирования служат специальные стальные и гематитовые полировники. В тех случаях, когда нельзя применить станочное полирование: выделить глянцем участок матового фона; отглянцевать гравированную поверхность; тонкую позолоту; отглянцевать поверхность рядом с камнем, который впитывает жировую пасту, и т. д. — применяют полировники.
Стальные полировники представляют собой стержни с идеально отполированным рабочим концом (рис. 136, а).

Гематитовые—деревянные или пластиковые ручки(типа кистей с вставленным гладкоотшлифованным гематитом в качестве рабочей части)(рис. 136, б).

Форма рабочей части полировников различна, с таким расчетом, чтобы можно было достать любой участок для глянцовки. Сущность полирования заключается в выглаживании поверхности изделия гладким участком полировника. Выглаживание поверхности происходит без применения абразивных паст.
Большие участки полируют, смачивая полировник в мыльном растворе. Ручное полирование — окончательное и не требует другой обработки. Механическое и ручное полирование — поштучные виды обработки изделий, необходимые, но весьма трудоемкие. Для массового полирования изделий без вставок применяют галтовку и виброобработку.
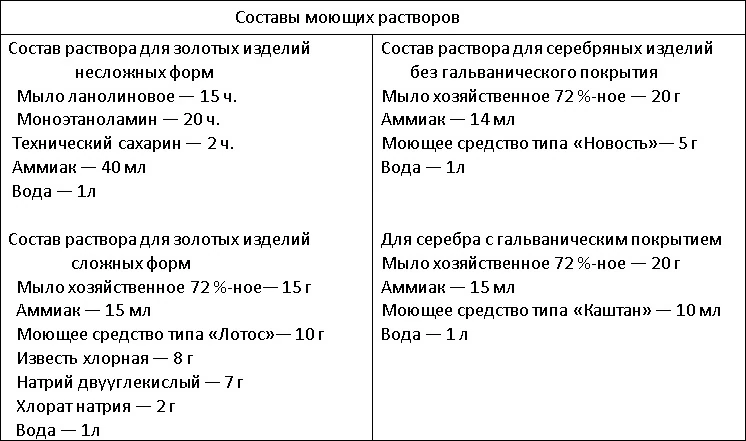
Галтовка — Способ массового полирования изделий на вращающемся барабане в среде полирующих и моющих средств. Полирующим средством, загружающимся в барабан вместе с изделиями, являются стальные шарики диаметром в диапазонах 1,5...2,5; 2,5...3,5; 3,5...5,0 мм в равных весовых соотношениях: Масса шариков составляет 2 весовые части от изделий. В качестве моющих растворов применяют различные составы.
Барабан может быть цилиндрическим, гладким и граненым (6...8 граней). Кожух у него металлический, выложенный из нутри резиной. Резина предохраняет изделия от забоин и герметизирует барабан. Сущность процесса заключается в том, что при вращении барабана изделия и металлические шарики (наполнитель) находятся в постоянном движении, и в результате взаимного трения сглаживаются поверхности более мягкого металла (изделий). Моющий состав, находящийся также в движении, смывает грязь и ускоряет процесс полирования. Оптимальный режим вращения барабана для золотых и серебряных изделий 70 об/мин. Барабан загружают наполовину. Продолжительность галтовки 2...3,5 ч, в зависимости от состояния поверхности. По окончании процесса изделия отделяют от шариков и подвергают ультразвуковой очистке.
Виброобработка — схожий с галтовкой процесс полирования в среде наполнителя, но не во вращающемся барабане, а в вибрирующем контейнере. Сущность процесса та же — поверхность изделий сглаживается в результате взаимного трения. Время полирования изделий при виброобработке 1,5...2 ч. Процесс полирования происходит в закрытом контейнере виброустановки, куда вместе с изделиями помещаются наполнитель и моющий раствор. В качестве наполнителя, который занимает 2 / 3 объема контейнера, используют стальные и стеклянные шарики в соотношении 2:1. Размеры стальных шариков 2...6 мм, стеклянных — 4 мм. Моющим средством является раствор того же состава, что при галтовке, плюс древесная мука — 10 г/л.
Загрузка в контейнер производится в следующем порядке. Сначала загружают стальные и стеклянные шарики, затем, после включения виброустановки, химические компоненты и воду. Изделия загружают только после тщательного перемешивания наполнителя с моющим составом. Такая последовательность объясняется тем, что плотность драгоценных металлов (изделий) выше плотности наполнителя и в результате вибрации наполнитель будет постепенно вытесняться наверх, а изделия погружаться на дно контейнера. По окончании процесса виброобработки изделия отделяют от наполнителя и очищают в ультразвуковой установке.
Электрохимическое полирование. Процесс анодного травления, в результате которого имеющиеся на поверхности микронеровности растворяются и поверхность сглаживается. По сравнению с другими видами электрохимическое полирование имеет ряд преимуществ: возможность обработки недоступных для других способов мест; равномерное сглаживание металла по всей поверхности, сохраняющее конфигурацию изделий; сокращение потерь драгоценных металлов. Электрохимическое полирование происходит в ваннах с электролитом при соблюдении определенного режима.

Изделие служит анодом при катоде из нержавеющей стали, расстояние между электродами 10 см. Напряжение на ванне 2,8...3 В. Продолжительность полирования 5...10 мин при температуре электролита 50...60°С.

Анодная плотность тока 3...5 А/дм2, температура электролита 18...25 °С, длительность полирования 2...5 мин.

Полирование происходит при анодной плотности тока 2... 10 А/дм , рабочая температура электролита 20...25 °С, продолжительность процесса 5... 15 мин.
ФАКТУРОВКА
Фактурованной поверхностью ювелирных изделий стали называть поверхность, отличную от полированной, приятную на вид, несущую декоративную нагрузку. Фактура поверхности может быть различной — мелкоямочной, мелкоштриховой, матовой и т. д. Чаще всего используется эффект комбинированной обработки фактуры с глянцем. Участки фактурной поверхности можно получить: используя литьевую корку изделий, полученных литьем (заформовав соответственно подготовленное изделие); используя штампованную поверхность (предварительно обработав пескоструйной рабочую поверхность штампа); травлением в различных кислотных составах, получая разные оттенки и фактуру окисленной поверхности; матированием механическим (штихелем, молотой пемзой, крацеванием) и т. д.
Фактурованная поверхность служит фоном ручной и алмазной гравировки, выделения рельефного изображения, участков с глянцевым контуром, а также для внутренних труднодоступных поверхностей тыльной стороны ювелирных изделий.
Крацевание — это очень старый и распространенный способ получения фактурной поверхности. На серебряных изделиях крацевание часто окончательный вид обработки. Крацуют поверхность на полировальных станках проволочными щетками (кругами типа волосяных). Проволока на щетках стальная или бронзовая, ровная или волнистая, различная по сечению и длине. Как правило, сечение проволоки ограничивается диапазоном 0,08...0,15 мм, а диаметр круга 70...150 мм. Операцию крацевания проводят и на промежуточных этапах изготовления и обработки изделий — для снятия окисления в труднодоступных местах перед галтовкой, покрытиями и т. д.