
Чеканкой называют вид художественной обработки металлов специальными пуансонами — чеканами, в результате чего заготовка принимает рельефное изображение.
Сущность процесса чеканки заключается в том, что в результате оказанного на чекан давления (ударом молотка) на металле остается след по форме рабочей части чекана. Многократными ударами различных чеканов выбивают заданный рисунок. Различают ручную и машинную чеканку. Чеканка считается ручной, если процесс выколотки изображения производится вручную.
Машинная чеканка — это штамповочная операция, производящаяся на прессах с помощью штампов. Современное оборудование позволяет получать изображение высокого качества, поэтому штамповка в значительной мере сократила применение ручной чеканки в изготовлении ювелирных изделий. И чеканку следует рассматривать не как вид художественного оформления, а как самостоятельный вид изготовления изделий, занимающий большое место в художественной промышленности.
В качестве материала для чеканки используют листовой металл, обладающий хорошей пластичностью. Это золото, серебро, медь и ее сплавы (томпак, мельхиор), алюминий. Чаще других используют медь и томпак, которые обладают прекрасными декоративными качествами, способностью принимать химическую и электрохимическую окраску, приобретая высокие антикоррозионные свойства. Пластичность этих материалов допускает глубокую вытяжку рельефа. Толщину заготовки определяют размеры чеканного изделия. Для изделий малых размеров используют листы толщиной 0,3..'.0,8 мм. Основной инструмент для чеканки — чеканы и молотки. Чекан — это стальной стержень, как правило, граненый, длиной 90... 120 мм для малых форм. Сечение чекана должно быть переменным. В средней его части оставляется утолщение для устойчивости и гашения вибраций во время удара. Рабочий конец чекана закаливают. Другой его конец, служащий для нанесения ударов, тоже слегка подкаливают, не давая, однако, ему раскрепиться, чем сохраняют длину чекана. Совсем не закаленной остается только средняя часть — это гасит вибрацию. Чеканы изготовляют из стальных стержней марок У7 и У8, затем обрабатывают (на наждачном точиле или вручную), чтобы продольная ось чекана проходила строго через центр: это обеспечивает устойчивость чекана во время удара. Обрабатывая чекан, сохраняют его грани, чаще всего четыре. Чеканы различаются формой рабочей части (боя), которая зависит от назначения инструмента. Существует много разновидностей чеканов, но помимо этого каждый чеканщик пользуется еще наборами чеканов одной разновидности, отличающихся друг от друга размерами и рисунком боя, кривизной выпуклости, состоянием поверхности и т. д.
Основные виды чеканов имеют свои названия. Ниже приводятся их краткие характеристики.
Канфарники — форма боя в виде притуплённой иглы, оставляют точечный след. Применяются для перевода рисунка на металл путем прочеканивания изображения по контуру, а также для отделки фона точками (канфарения). Чем меньше размер изделия, тем острее выбирается бой чекана.
Расходники — форма боя линейная, напоминающая лезвие отвертки. Необходимы для прочеканивания сплошной линии. При кривых линиях используют чеканы с изогнутым боем. Расходниками оконтуривают изображение на металле по точкам канфарника. Длину и кривизну боя выбирают в зависимости от размера рисунка.
Лощатники — имеют плоский бой различных форм. Применяются для выравнивания плоскостей, подъема или опускания плоских участков изображения. Различие форм боя обусловлено характером рисунка, в частности линией контура плоского участка. Обработка поверхности боя этих чеканов также различна. Для получения блестящего следа применяют полированные лощатники, для матового--лощатники с различной степенью шероховатости боя.
Пурошники — форма боя круглая с выпуклостью, размеры и выпуклость которого различна. Пурошниками обеспечивают глубокую вытяжку рельефа и получение ямочной фактуры.
Бобошники — форма боя выпуклая овальная. Служат, как и пурошники, для вытяжки рельефа.
Трубочки — форма боя круглая вогнутая, углубления сферические разных размеров. В отличие от пурошников с ямочным следом трубочки оставляют выпуклый след, углубляя контур выпуклости.
Фактурные — чеканы, на плоскость боя которых нанесена насечка. Насечка может быть полосатой, клетчатой, штриховой и т. д. Применяются для отделки отчеканенного изображения или фона.
Специальные —чеканы, имеющие на поверхности боя рисунок или фрагмент рисунка для многократного повторения на изделии. Это может быть листочек, цветок, элемент орнамента, веревочки, шнура и т. д.
Молотки, применяемые для чеканки, имеют круглый или квадратный боек, поверхность бойка — плоская. Носок молотка (противоположная часть бойка) делают шарообразным, различных диаметров. Сферическая часть молотка служит для подъема рельефа без применения чекана.
Форма ручки молотка также необычна — книзу она изогнута в сторону бойка и утолщена, это позволяет производить удары определенной силы в течение длительного времени.
В качестве приспособлений для чеканки, играющих роль подкладных матриц, используют мягкие металлы или специально сваренные смолы.
Из металлических материалов матрицей могут служить свинец или сплав свинца с оловом в соотношении 1:1. Металлические матрицы, позволяющие получить более четкое изображение, применяют при мелких работах или при обработке отдельного участка изображения. Размеры и формы матрицы могут быть различными, но толщина ее должна быть не менее 10 мм.
Из неметаллических материалов матрицей может быть смоляная смесь, эластичная и клейкая. Она удобна тем, что листовая заготовка прочно фиксируется на ее поверхности. В состав смоляной смеси входят: искусственные или естественные смолы, мелко просеянная сухая земля (может быть заменена золой или использованной формовочной смесью), воск и канифоль. Земля выполняет роль наполнителя, ее содержанием регулируют твердость смеси. Вязкости смеси достигают наличием воска, а клейкости и прочности — введением в состав смеси канифоли. Смесь приготовляют на огне при постоянном тщательном размешивании. Затем ее разливают в неглубокие деревянные ящики, размеры которых немного превышают размеры чеканной заготовки.
При чеканке мелких форм применяют чугунный шар (шрабкугель), имеющий срез с небольшими бортиками, куда заливается смола. Используют и винтовой шрабкугель (см. 8.4. Гравирование), в разъем его зажимают металлический брусок с нанесенным смоляным слоем.
Рабочим шаблоном чеканщику служит калька, снятая с рисунка (фотографии, открытки и т. д.). Размеры листовой заготовки определяют по шаблону так, чтобы заготовка имела относительно шаблона свободные поля. Для прочного закрепления заготовки края ее загибают вниз. Отбортовку краев (загиб) можно производить плоскогубцами, молотком на правочной плите или на специальных небольших ручных вальцах с загибочным профилем валков. Многие чеканщики просто подгибают углы вниз и тем самым обеспечивают захват. Для лучшего сцепления поверхности заготовки со смолой заготовка должна быть хорошо отожжена и отбелена или слегка протравлена.
Поверхность смолы равномерно прогревают паяльным аппаратом до полного размягчения верхнего слоя, одновременно нагревают и заготовку. Горячую заготовку (держат ее плоскогубцами) опускают на размягченную поверхность смолы наклонно, с тем чтобы под пластиной не задержался воздух. Утопив загнутые края заготовки, ее еще раз прогревают сверху, чтобы смола плотно, без пузырей прилегла к заготовке. В местах образования воздушных пузырей металл прогибается, а иногда и прорывается. В процессе насмолки необходимо следить за тем, чтобы смола не воспламенялась, иначе она потеряет свои клейкие и пластические свойства. После остывания смолы заготовка готова к работе.
Рисунок или наносят с шаблона непосредственно на металл, или наклеивают на заготовку с помощью мыльного раствора или клея. Затем конфарником прочеканивают контуры изображения, оставляя четкий точечный след. Сконфаренные на металле контуры прочеканивают расходником, превращая точечную линию в сплошную. Остроту боя чеканов выбирают в соответствии с размерами изделия. Опускание и выравнивание фона производят лощатниками, начиная с линии контура, прочеканенной расходником. Фон опускают на глубину линии контура (расходки). В результате выявляется четкое рельефное изображение с фоном. Вытягиваясь под действием чеканов, металл нагартовывается и требует отжига, особенно в местах контурных ступеней. Нагретую заготовку снимают со смолы и, равномерно прогревая аппаратом, отжигают. При этом прилипшие остатки смолы сгорают, образуя нагар, который снимают металлической щеткой (крайцбюром), сделанной из тонкой медной проволоки в виде кисти.
После отжига, для выколотки лицевого рельефа, заготовку снова насмаливают уже лицевой стороной вниз, чтобы с обратной стороны отчеканить лицевой рельеф. Если изделие не должно иметь четкого рисунка, то пластину помещают на свинцовую, деревянную, резиновую или войлочную основу (лицевой стороной вниз) и соответствующими чеканами прочеканивают изнанку в местах подъема лицевого рельефа. Эта операция вызывает искажение заготовки, которое устраняют правкой фона на ровной правочной плите.
Для окончательной обработки отожженную заготовку вновь насмаливают, но на этот раз полученные на листе полости рельефа предварительно заполняют смолой. В зависимости от точности и сложности изображения изделие может насмаливаться до 4...5 раз. Окончательную доработку рельефа и фона производят с большей тщательностью. Чекан для этого выбирают не только по форме, но и по поверхности боя, которая придает поверхности изделия определенную фактуру.
Снятое со смолы изделие отжигают, очищают от нагара и отбеливают, затем обрезают по чистовому размеру. Дальнейшая обработка производится согласно его назначению. Если изделие не требует пайки, его крацуют, оксидируют, полируют.
ГРАВИРОВАНИЕ
Гравирование — вид художественной обработки изделия, который заключается в вырезании рисунка на изделии штихелями.
В ювелирной практике применяется ручное двухмерное (плоскостное) гравирование, по-иному — гравирование для вида. Ручное гравирование — сложный и трудоемкий процесс, требующий от исполнителя большого мастерства, выдержки и сосредоточенности. Гравирование ювелирных изделий производится за ювелирным и граверным верстаками. Основной круг граверных работ, который выполняют по ювелирным украшениям: выполнение монограмм на площадках колец и подвесок; разделка площадок (нанесение узора, контура, фона); нанесение гравировки на накладках колец; разгравировка боковых поверхностей печаток; нанесение граверного рисунка на обручальные кольца, кольца типа «змейка» и т. д. Все эти работы можно выполнять за ювелирным верстаком (как делают большинство ювелиров), пользуясь ручными деревянными тисочками или деревянными крепежными шайбами для насмолки изделий, опираясь на фииагель. Но гораздо удобнее гравировать за граверным верстаком либо на приставке к ювелирному верстаку, используя в качестве опорной площадки ровную плоскость столешницы. Высота граверного участка должна быть в пределах 70...75 см. Граверный верстак позволяет расширить диапазон граверных работ выполнения надписей на пластинах, гравирования на предметах сервировки стола, портсигаров, пудрениц, часовых корпусов и т. д. Для выполнения граверных работ кроме штихелей используют различные приспособления для фиксирования изделия и поворота его под необходимым углом. В качестве таких приспособлений могут быть использованы: ручные деревянные тисочки, крепежные шайбы, настольные струбцинки, шаровые тиски, граверные подушки.
Деревянные тисочки (ручные) — тисочки с различной формой губок, такие же, как и для закрепки камней. Применяются для гравирования колец за ювелирным верстаком с опорой на фииагель.
Крепежные шайбы — изготовляют из вязких пород дерева. Служат для укрепления плоских изделий, серег, брошей, кулонов и т. д. Горизонтальные размеры шайб 50...80 мм, толщина 20...25 мм. Крепежные шайбы могут быть плоскими и выпуклыми с углублениями и прорезями для тыльной стороны изделий. Фиксирование изделий на крепежной шайбе осуществляют с помощью насмолки изделия на сургуч или китт. Шайбу покрывают фиксатором заранее, а насмаливают изделие, прогревая его контактным паяльником. Крепежной шайбой пользуются как за ювелирным верстаком, опираясь на финагель, так и за граверным, опираясь на граверную подушку.
Настольная струбцина — изготавливается из твердых пород дерева и представляет собой два прямоугольных бруска, параллельно стягивающихся длинными болтами. Размеры брусков (губок) 40X40X120 мм, расхождение губок 50...60 мм. Струбцина используется с опорой на граверную подушку и служит для зажатия в нее колец, толстых пластин, медалей, ложек и др.
Шаровые тиски — представляют собой деревянный (или металлический с деревянными губками) шар с параллельно расходящимися губками в верхнем полушарии. Диаметр шара 70...90 мм, расхождение губок 25...30 мм. Шаровые тиски для гравирования колец с опорой на граверную кольцевую (с отверстием в середине) подушку. Маневренность шаровых тисков позволяет быстро и плавно изменить положение изделия по отношению к штихелю. Кроме того, выпуклые вверху губки тисков оставляют большую обрабатываемую площадь. Существуют также металлические шаровые приспособления с разжимными цангами для удержания колец в процессе гравирования.
Граверная подушка (кранц) — кожаная или парусиновая круглая подушка, туго набитая песком. Диаметр диска 180... 200 мм. Подушка служит опорой для приспособлений, удерживающих гравируемое изделие. Граверная подушка (рис. 137) дает возможность плавно и быстро разворачивать изделие в нужном направлении.
Изготовляют ее, как правило, сами мастера. Для этого из кожи вырезают два круга диаметром 180...200 мм, замачивают их в воде и мокрыми сшивают по окружности на расстоянии 5 мм от края. Круг прошивают не полностью — 30...50 мм оставляют незашитыми. Через незашитое отверстие в образовавшийся мешок насыпают мелкий сухой, промытый песок. Затем отверстие зашивают, подушку выравнивают на столе и дают ей высохнуть.
Кольцевая граверная подушка изготовляется также, но и в заготовке в центре диска делается отверстие 40...50 мм.
Штихель — основной гравировальный инструмент (резец) подобно закрепочному вставленный в деревянную ручку грибовидной формы. Длина клинка 100...120 мм. Изготовляют штихели из инструментальных сталей У12А или ХВГ. Кроме этих сталей, можно использовать: прутковую сталь «серебрянку», рессорные полоски, наружные кольца шарикоподшипников (выпрямив их), небольшие плоские напильники и лезвия опасных бритв. Обязательное требование к штихелю — хорошая закалка и правильная заточка. От этого во многом зависит качество выполняемой работы. Если штихель недокален, то или он быстро притупляется, или сминается его режущая кромка, если же перекален — режущая кромка его постоянно крошится. Штихели вставляются в ручки различной длины для подгонки штихеля по руке по мере его стачивания. Ручки изготовляют длиной от 30 до 70 мм. Шейка ручки укрепляется металлическими кольцами. Нижняя часть грибка ручки (со стороны лезвия) скалывается аналогично закрепочным. Штихели также различаются по форме поперечного сечения, определяющей назначение инструмента (рис. 138).
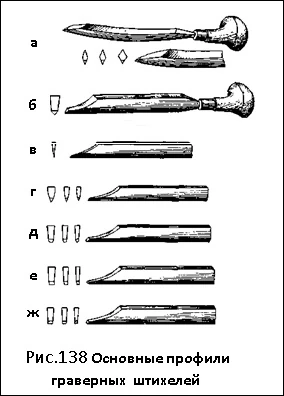
Грабштихель — удобен для гравировки на больших плоскостях и вогнутой поверхности. Имеет изогнутый клинок, прогиб которого от 3 до 8 мм. Угол лезвия может колебаться от 30 до 90°. В поперечном сечении имеет форму ромба.
Фасеттенштихель — один из самых ходовых штихелей, предназначается для проведения точных линий, выполнения узоров плоскостной гравировки и чистовой обработки рисунка. По форме профиля трапециевидный с резко заостренным лезвием. Имеет прямолинейный клинок с углом заострения лезвия до 60 до 120°.
Мессерштихели: тонкие — для выполнения очень тонких (в волос) легких линий, толстые — для наколов, проведения сильных резких линий и чистовой обработки. Имеют прямые клинки клиновидного профиля с прямыми стенками. Кромка лезвия во избежание обламывания зашлифовывается радиусом 0,1 ...0,2 мм. Угол заострения лезвия в зависимости от толщины штихеля — 15...30°.
Шпицштихель — служит для гравирования контура рисунка, нанесения четких глубоких линий, сильных штрихов, глянцевой подрезки. В отличие от мессерштихеля имеет выпуклые боковые стенки. Клинок прямой, угол лезвия колеблется в пределах 30...45°.
Боллштихель — применяется для гравировки закругленных линий (желобков), глубоких точек (ямочек), для глубокой (рельефной) гравировки. Должен иметь, аналогично закрепочному, закругленное лезвие. Радиус закругления выбирается от характера работы (от 0,3 до 5 мм).
Флахштихель — используется для выемки и выравнивания фона, в ряде случаев для шабрения поверхности, глянцевой подрезки. Имеет плоское лезвие (режущую кромку). Ширина лезвия может быть от 0,2 до 5 мм. Флахштихель с широким лезвием, имеющий форму перевернутого клинка, называется «обратный мессер». Для облегчения работы и заточки лезвие флахштихеля затачивается низко.
Шатирштихель— имеет много названий (ребштихель, фаденштихель, растровый штихель), употребляется для штриховки и матирования поверхности. В отличие от флахштихеля на лезвии имеет мелкую зубчатую насечку. Шаг насечки от 0,1 до 0,4 мм.
Заточка штихелей
Одна из причин брака при гравировании — неправильная заточка штихелей, поэтому нельзя приступать к работе, не имея определенных навыков заточки. Подготавливая штихель к работе, предусматривают не только удобство гравировки, но и удобство его заточки. Для этого у штихеля со стороны спинки примерно на длины свободного клинка на наждачном точиле делается срез. Срез стачивается таким образом, чтобы высота лезвия рабочей части штихеля была от 1,5 до 3 мм. При таком срезе конец штихеля не загораживает рисунка во время гравирования и уменьшается площадь заточки его рабочей части. На боковых ребрах среза снимается фаска, предохраняющая пальцы от пореза.
Режущую кромку образует площадь заточки (лобовая площадка) со стенками и лезвием (основанием) клинка. Лобовая площадка должна образовывать с лезвием клинка угол 45° (угол заточки).Угол заточки менее 45° заставит штихель «зарываться» в металл, срезая металл рывками. При угле заточки более 45° штихель будет проскальзывать по направлению клинка. Обязательное условие заточки — чтобы лобовая площадка штихеля затачивалась плоской (без выпуклостей и закруглений). При заточке штихеля на бруске локоть правой руки должен быть на весу, а кисть — сильно прижимать площадку к камню под углом 45°. Затачивают штихель со стороны спинки, следя за тем, чтобы не пережечь режущую кромку. Для заточки применяют мелкозернистые бруски типа «арканзас», поверхность которых смачивают жидким машинным маслом или керосином. После заточки на бруске снимают заусенцы на глянцевом оселке или плотноструктурном кремнистом сланце. Лезвие и боковые стенки клинка, если они образуют кромку, заполировывают на коже, натертой пастой ГОИ. Лезвие заполировывают короткими движениями назад (в сторону ручки), чтобы не испортить жало режущей кромки. Заточка штихелей — это сложный процесс, к которому нужно относиться предельно внимательно.
Нанесение рисунка
Перед тем как приступить к гравированию, необходимо соответствующим образом подготовить поверхность изделия. Если гравирование должно быть выполнено на глянцевой поверхности, изделие тщательно полируют, если поверхность должна быть матовой, изделие подвергают матированию. Придать поверхности матовость можно, обработав изделие крацовкой (обработка на моторе металлической щеткой), пескоструйной, мелкой шкуркой, пемзой. Изделие с обработанной под гравировку поверхностью укрепляют в соответствующем приспособлении.
Для нанесения рисунка поверхность изделия покрывают тонким слоем белой акварельной краски или жидкой гуаши и дают ей просохнуть. Если после высыхания на изделии заметны сгустки или незакрашенные места (плешины), краску в этих местах выравнивают влажным пальцем.
Несложный рисунок может быть сделан от руки остро отточенным карандашом по высохшей краске. Сложные рисунки для гравирования на плоской поверхности выполняют на бумаге в натуральную величину. Изображение должно быть четким.
Переносят рисунок на окрашенную поверхность изделия через копировальную бумагу. Если не имеет значения, какое получится изображение — обратное или прямое, его переводят с лицевой стороны карандашного рисунка. Для этого первоначальный рисунок четко выполняют на матовой кальке или пергаменте мягким карандашом. Затем, плотно прижав рисунок лицевой стороной к окрашенной и покрытой тонким слоем воска поверхности изделия, с внешней стороны гладким округлым предметом (ручкой штихеля) проглаживают всю поверхность изображения.
В обоих случаях недостаточно четкий рисунок подправляют карандашом. Для нанесения слоя воска изделие подогревают и натирают кусочком воска, который, тая, растекается по поверхности. Образовавшиеся натеки снимают, пока изделие не остыло.
При сложных изображениях, когда есть опасение, что рисунок может стереться в процессе гравировки, его покрывают тонким слоем прозрачного нитролака Г 1 г.
Если на открытой поверхности гравируемого изделия остались неокрашенные полированные участки, которые, отражая свет, слепят глаза, их целесообразно покрывать слоем воска. Воск не только рассеивает свет, но и предохраняет полированную поверхность от затирания.
Для гравирования штихель берут в правую руку так, чтобы ручка своей тыльной частью упиралась в ладонь (рис. 139).
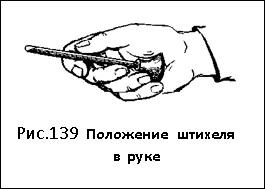
Большим и указательным пальцами штихель поддерживают на гравируемой поверхности в положении лезвия клинка. При гравировании большой палец правой руки упирают в гравируемую поверхность, регулируя давление штихеля на металл и страхуя штихель от проскакивания и срывов. Большой палец правой руки может упираться также в большой или указательный палец левой руки, держащей приспособление с зажатым в нем изделии. Левая рука постоянно регулирует положение прорезаемой линии, поворачивая приспособление с изделием и направляя линию навстречу режущей части штихеля.
К гравированию под глянец — предъявляются повышенные требования, так как и углубления, и поверхностная часть узора открыты для просмотра. Выбранная часть рисунка должна быть одинаково глянцевой и четко прорезанной, а поверхностные участки — иметь безошибочное штриховое оформление. При гравировании по глянцу ведущим штихелем является фасеттенштихель. Им одним можно проводить линии различной ширины. При положении штихеля прямо (без бокового наклона) прорезают тонкие линии, при утолщении линии штихель наклоняют в сторону необходимого утолщения. Чем больше наклон штихеля, тем шире прорезаемая линия. При гравировании под глянец линию следует прорезать, не отрывая штихель от металла, так как в противном случае образуются ступени. Для оформления рисунка наряду с фасеттенштихелем пользуются и другими штихелями: шпицштихелем — для подрезки (опускания) фона, чтобы было рельефней изображение; мессерштихелем — для штриховой фоновой обработки и т. д. Ко всем штихелям для гравирования под глянец предъявляется обязательное требование — быть хорошо отполированными.
Гравирование под чернение — вид обработки, когда выгравированный узор предназначается для заливки чернью. В отличие от гравирования под глянец при гравировании под чернение не требуется зеркального среза, даже наоборот — шероховатость поверхности способствует лучшему сцеплению основного металла с чернью. Как правило, при гравирований под чернение сначала оконтуривают рисунок (шпицштихелем), а уже затем рисунок углубляют. Гравируют небольшими штрихами с последующим выравниванием прореза. Участки изделия, не подлежащие заполнению чернью, тщательно отполировывают и во время гравирования предохраняют от нанесения ошибочных штрихов и царапин.
ЭМАЛИРОВАНИЕ
Эмалирование— вид декоративной отделки, связанный с покрытием участков изделия легкоплавкой стекловидной массой. В производстве ювелирных изделий из драгоценных металлов пользуются горячими эмалями, т. е. теми, которые накладываются посредством обжига. Кроме декоративных качеств эмаль обладает прекрасными защитными свойствами благодаря стойкости против химических реагентов. По химическому составу это соли кремниевой кислоты (свинцово-силикатное стекло), окрашенные моле-кулярными или коллоидными красителями. Цвет эмалей может быть самым различным. Цветные эмали могут быть прозрачными и непрозрачными (глухими).
Непрозрачность эмалей достигается введением в состав сплава оксида олова, оксида мышьяка (III), фосфорной кислоты и других веществ, заглушающих прозрачность.
Классифицируются эмали по технологическим и конструктивным особенностям изделий, удерживающих эмаль на поверхности. Их делят на выемчатые, перегородчатые, оконные и живописные. В ювелирной промышленности в настоящее время большое применение находят выемчатые и перегородчатые эмали.
Выемчатыми эмалями — называют те, для которых в изделиях сделаны углубления (выемки), выполненные граверной техникой, штамповкой или чеканкой. Углубления делают на глубину 0,3...0,5 мм. Стенки углубления должны быть вертикальными, а лучше с поднутрением, тогда эмалевое покрытие прочно удерживается на металле. При покрытии прозрачной эмалью больших поверхностей площадку (покрываемую поверхность) разделывают с помощью штихеля определенным рельефным рисунком. Под непрозрачные эмали площадку матуют или делают на ней насечку штихелем для образования шероховатой поверхности. Такое состояние площадки способствует лучшему сцеплению эмали с металлом.
Перегородчатые эмали— эмали, заполняющие углубления между перегородками, сделанными из вальцованной проволоки или филиграни, припаянными к основанию. Та часть изделия, которая предназначена для покрытия эмалью, выполнена в виде низкой, открытой сверху коробочки; перегородки, как правило, создают определенный рисунок. Высота перегородок и бортика около 0,8...1,0 мм. Пайка перегородок должна производиться только высокотемпературными припоями, имеющими температуру плавления выше температуры плавления эмали.
Оконные, или прозрачные, эмали представляют собой эмалевую затяжку сквозных отверстий прозрачными цветными эмалями. Изделия под оконную эмаль должны иметь вырезанный в металле или выполненный филигранной техникой ажурный рисунок (узор), отверстия которого заполняются цветной прозрачной эмалью. Работа эта требует от эмалировщика большого мастерства.
Живописные эмали — миниатюрная живопись эмалью на эмалированных изделиях, покрытых эмалью. Это самый трудоемкий и кропотливый вид эмалирования, требующий от исполнителя не только мастерства, но и больших художественных способностей. Основа, сплошь покрытая эмалью, по которой производят роспись, изготовляется из меди, серебра и золота и может иметь любую форму. Этот вид эмалирования отличается большим разнообразием эмалей, различных как по цвету, так и по температуре плавления.
Прежде чем приступить к эмалированию, эмаль готовят к наложению. Даже в одном куске или плитке эмаль может быть неоднородной. Поэтому плитки или крупные куски перед измельчением колют и выбирают участки одинаковой прозрачности и цвета, без помутнений и загрязнений. Отобранные куски дробят стальным пестом в стальной ступе до образования Очень мелкой крошки. Крошку тщательно промагничивают и растирают с водой в фарфоровой или агатовой ступе таким же пестом до образования однородной кашицы. Очень важно, чтобы зернистость кашицы была одинаковой. Образовавшуюся в результате дробления пыль удаляют многократным промыванием измельченной эмали в воде и сливают в виде мути. Очищенная от пылевидных частиц кашица считается годной к наложению. Во избежание загрязнения во время эмальерных работ эмаль заливают водой и таким образом сохраняют. Перед наложением эмали лишнюю воду сливают. Вся работа по подготовке эмали должна проводиться в идеально чистых условиях, так как попадание пыли и грязи в эмаль даст брак — темные пятна.
Перед наложением эмали изделия отжигают (нагартованные изделия могут получить искажение — окоробиться в процессе нагрева с эмалью) и отбеливают. Изделия, углубления которых не подготовлены штихелем, крацуют латунными щетками и подвергают кислотному травлению. Затем изделие промывают и просушивают. Места, не покрывающиеся эмалью, должны быть без дефектов — забоин, трещин, царапин, случайных рисок и т. д. Эмалевую кашицу раскладывают (припускают) в подготовленные для эмали места, выравнивают и уплотняют стряхиванием (легким постукиванием пальцами по изделию сбоку). Накладывают эмаль кисточкой или еталлическим шпателем (тонкий стержень с расплющенным концом). Влагу из кашицы удаляют с помощью фильтровальной бумаги или ватного тампона и изделие сушат. Ту часть эмали, которая попала на места, не подлежащие эмалированию, удаляют.
Обжигают эмаль в муфельных печах при температуре нагрева камеры 600...800°С, в зависимости от емпературы плавления эмали. Изделия помещают в печь на подставке из листового железа с загнутыми вниз с двух сторон краями. Такая подставка обеспечивает равномерный прогрев изделий со всех сторон. Перед обжигом эмали подставку прокаливают и обивают с нее окалину.
При пользовании пламенными источниками теплоты необходимо изолировать изделие от попадания на него копоти. Кроме того, соприкосновение открытого пламени с эмалью меняет ее цвет. Обжиг длится до растекания эмали и появления на ее поверхности зеркального блеска. Затем изделие постепенно охлаждают. В тех случаях, когда эмаль должна быть заподлицо с металлом, эмалированную поверхность опиливают мелкозернистым бруском, смоченным в воде, до выравнивания с металлом.
При наложении на одно изделие нескольких эмалей, если неизвестна температура плавления их, сначала делают пробу эмалей на плавкость. Для этого на металлической пластинке раскладывают эмали нескольких цветов (сортов) и помещают в муфельную печь, внимательно следя за последовательностью их расплавления. Определив последовательность расплавления испытуемых эмалей, приступают к наложению их на изделие. Раскладку и обжиг начинают с тугоплавких эмалей, одновременно с этим грунтуют места для более мягких эмалей тугоплавкой эмалью выбранного тона. Затем накладывают более мягкие эмали. При раскладке перегородчатой эмали со скаными перегородками необходимо следить за тем, чтобы кашица лежала ровным слоем и не набегала на стенки перегородок. Эмаль не должна доходить до верхнего предела, так как последующее опиливание эмалей со скаными перегородками не допускается.
Наложение эмалей на изделия с гладковальцованными перегородками несколько отличается от наложения их на изделия со скаными разводами. Эмалевую кашицу раскладывают вровень со стенками перегородок, при обжиге эмаль оседает — первую прокладку считают грунтом. Эмаль раскладывают и обжигают до тех пор, пока в божженном состоянии она не заполнит ячейки до высоты перегородок. Затем поверхность выравнивают мелкозернистым бруском и тщательно промывают. Полученную матовую поверхность эмали обжигают в печи до появления блеска. После этого изделие полируют. Часто перегородчатые эмали сверху покрывают бесцветной эмалью — фондоном. Делают это в два-три приема, пока перегородки не окажутся под фондоном. При приготовлении фондона надо особенно тщательно следить за чистотой; растирать и размешивать его лучше в дистиллированной воде.
Наложение оконной эмали сложно тем, что ее приходится накладывать на сквозное отверстие. Подготовленные для эмалирования отверстия (прорезанные или филигранные) заполняют эмалевой кашицей. Крупные окна редварительно затягивают фондоном, а уж затем расцвечивают цветной эмалью. Окна заполняют, зачерпнув шпателем эмалевую кашицу и распределяя ее в отверстиях так, чтобы они затянулись пленкой. Потом фильтровальной бумагой отсасывают влагу и, если пленка лопается, затягивание повторяют. Затянув все отверстия ажура кашицей и просушив ее, изделие осторожно (без толчков) помещают в печь и держат там до тех пор, пока эмаль не начнет растекаться, затягивая отверстия. Извлеченным из печи изделиям дают остыть, пустые отверстия снова заполняют кашицей и обжигают. Так путем нескольких обжигов достигают полного заполнения отверстий и нужного слоя оконной эмали. При обжиге оконной эмали внимательно следят за тем, чтобы не допустить перегрева, иначе эмаль провалится и прорвется.
Эмалевую живопись наносят на слой покровной эмали, который накладывается на эмалевый грунт металлической основы. Основой может служить золотая, серебряная или медная пластина, вырезанная по контуру и выгнутая (если надо) по заданной форме. Если эта пластина служит накладкой (верхушкой), прикрепляющейся механическим способом, то к ней припаивают штифты. Перед наложением на верхушку грунта ее отжигают, протравливают, промывают и сушат. Грунтом чаще всего служит белая (молочная) эмаль, которую кашицей акладывают на поверхность верхушки. Накладывается эмаль и с обратной стороны верхушки (контрэмаль), она предохраняет верхушку от коробления. Контрэмаль, на которую используют остатки эмалей, накладывается более тонким слоем. Удалив из кашицы влагу и просушив ее, верхушку помещают на подставке в печь для обжига. При первом обжиге изделие выдерживают в печи до тех пор, пока эмаль не начнет собираться в бугорки и блестеть, затем его вынимают и вторично накладывают кашицу, стараясь заполнить углубления между бугорками. Просушенное изделие снова помещают в печь и на этот раз выдерживают до полного растекания эмали. На остывший грунт накладывают слой покровной эмали, обладающей исключительной чистотой цвета. После наложения и обжига покровного слоя эмаль выравнивают, опиливая мокрым бруском, промывают и вываривают в растворе поташа и снова обжигают до появления ровного блеска. Изображение на эмалированную поверхность переводят копировальной иглой через копировальную бумагу на подслой скипидарного масла.
Живописные краски растирают со скипидарным маслом до тех пор, пока куски краски не перестанут растекаться на стекле. До росписи живописные краски опробуют на изменение цвета при обжиге и под фондоном, затем раскладывают на стекле с подклеенной белой бумагой. Прописку рисунка производят чертежным пером или тонкой кисточкой, начиная с контура. Роспись живописными эмалями осуществляется в последовательности понижения температур плавления эмалей, т. е. сначала накладывают штрихи эмалями с более высокой температурой плавления, обжигают, затем с температурой плавления ниже, опять обжигают и т. д. Таким образом, роспись осуществляется посредством многократного обжига эмалей. В это время следует внимательно следить за тем, чтобы не допустить перегрева, в результате которого расписные штрихи могут тонуть и расплываться в грунте. Завершенная живопись покрывается фондоном, который предохраняет рисунок и придает ему блеск.