
К заготовительным операциям относятся: плавка, прокатка, волочение, штамповка и термическая обработка. Ведущее место среди них занимает обработка давлением.
Изменение формы и размеров заготовки происходит путем пластической деформации. Для драгоценных металлов наиболее распространена холодная деформация. Она обеспечивает высокое качество поверхности, значительную точность размеров и возможность получения различного по величине и форме сечения.
Поступающие для плавки частицы одного или нескольких металлов загружаются в специальные плавильные печи, под влиянием высокой температуры доводятся до жидкой однородной массы, которая отливается в формы для получения слитков. Материал, поступающий в плавку, называется шихтовым, или шихтой. Шихта может быть в виде чистых металлов, бракованных слитков и изделий, лома, обрезков, стружки и опилок и других отходов ювелирного производства.
Шихтовый материал в зависимости от степени и характера загрязнения подвергается различной обработке.
Возвратные отходы от переработки драгоценных металлов своего производства (литники, высечка, стружка, обрезки и др.), не вызывающие сомнения в отношении содержания основных и легирующих компонентов, поступают в плавку без предварительной подготовки.
Отходы драгоценных металлов (опилки, мелкие обрезки, стружка), загрязненные в процессе работы, проходят очиститель- ную обработку и только после этого поступают в плавку.
Шихтовые материалы, загрязненные вредными примесями (металлами, не отвечающими составу сплава; материалами, отрицательно влияющими на свойства сплава, и т.д.), подвергают предварительной плавке, а затем отправляют на аффинажные заводы или на заводы вторичных драгоценных металлов.
ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
Сырьем для предприятий ювелирной промышленности служат полуфабрикаты в виде слитков, прутков, проволоки, шайб, листов и химически чистые металлы. В заготовительных отделениях и цехах ювелирных предприятий полуфабрикаты проходят различную обработку, в результате которой: слитки превращаются в прокат для штамповки деталей ювелирных изделий; прутки приобретают заданные профиль и размеры, а проволока — нужные диаметры; шайбы раскатываются в кольца; листы режутся на ленты и прокатываются до нужной толщины. Чистые металлы используют для составления припоев и литейных сплавов и для освежения драгоценных сплавов, полученных непосредственно на производстве.
Заготовительные отделения и цехи ювелирного производства получают указанные наименования сырья и на месте путем плавки отходов, поступающих с различных участков предприятия.
Очистка шихты. Отходы драгоценных металлов, возвращающиеся от рабочих (опилки, стружка, мелкие обрезки и т.д.), не могут быть не загрязнены. Очистительной обработкой этих отходов занимаются сами рабочие. Собранные опилки прокаливают в муфельной печи для удаления всех сгорающих примесей (дерева, воска, щетины от щеток, бумажной и другой пыли). Остывщую шихту разрыхляют и тщательно промагничивают для извлечения стальных примесей (опилок, обломков лобзиковых пилок и сверл, окалины). Очищенные таким образом отходы драгоценных металлов можно считать подготовленными к плавке для определения слитка на пригодность к дальнейшему использованию. Сплавляют для различных целей — соединения частей одного металла в один слиток, приготовления сплавов и припоев (легкоплавких, легкотекучих сплавов), освежения сплава и т. д.
Плавку драгоценных металлов производят в индукционных печах с графитовым тиглем.
Шихтовый материал загружается в тигель (рис. 17) — огнеупорный сосуд плавильной печи, в котором расплавляют металл. Последовательность загрузки зависит от величины и состояния шихты (крупные куски, слитки или мелкие обрезки, стружка и т.д.), состава и температурных характеристик компонентов, входящих в сплав.

Порядок загрузки и плавки шихты. При плавке однородного металла шихту можно загружать в тигель одновременно, если плавильная печь обеспечивает быстрый нагрев шихты. В противном случае сначала загружают крупные куски или брикеты, а по мере расплавления их добавляют мелкие обрезки и другие отходы. Расплав из золота нагревают до1200...1250°С, серебра — до 1100...1150 °С
Для приготовления двойных золотосеребряных сплавов загрузку шихты начинают с серебра. Его загружают на дно тигля, а сверху засыпают золото и расплавку ведут одновременно, если куски шихты приблизительно одного размера. Если же величина шихтовых материалов различна, то загружают сначала крупные куски, а по мере их расплавки добавляют мелкие, серебряные или золотые.
Температура нагрева расплава:
для золотых сплавов с содержанием до 30% Ag — 1200... 1250 °С,
для сплава с содержанием 40...70%Ag — 1180...1240°С,
для сплава с содержанием 80% Ag - 1170...1230°С.
При легировании золота медью (приготовление двойных золотомедных сплавов) плавку шихты начинают с золота. Если величина шихтовых материалов различна, то плавят раньше слитки и крупные куски золота, а затем догружают мелочь. Медь загружают только после того, как полностью расплавится золотая шихта. Для всех сплавов с содержанием меди в качестве медной лигатуры используют прокат марок не ниже Ml.
Расплав, содержащий до 2 % Си, нагревают до 1190...1250°С ;
8,4 % Си — до 1180... 1240°С ;
42,7% Си — до 1150... 1230°С .
При приготовлении тройных золотосеребряномедных сплавов сначала загружают золото и серебро, а затем в золотосеребряный расплав — медь.
Нагрев расплава производится:
для сплава 958-й пробы до 1180... 1240 °С ;
750-й — до 1 180... 1200 °С ;
583-й — 1080...1200°С ;
500-й — 1070...1160°С ;
для сплавов 375-й пробы до 1120...1230 °С.
Загрузку золотоникелевомедного сплава начинают с золота. После его расплавления догружают никель и медь. Тигель нагревают на 150...250°C выше температуры полного расплавления.
При плавке серебряных сплавов загрузку тигля начинают с серебра и после полного расплавления загружают медь.
Для сплавов серебра 875-й пробы и выше температура нагрева 1090...1140°С.
Плавку золотых припоев с содержанием легкоплавких металлов цинка и кадмия можно производить двумя способами:
1) цинк и кадмий вводят в расплав в последнюю очередь подогретыми до температуры 150°С;
2) сначала создают промежуточные лигатуры легкоплавких металлов с медью при постепенном нагревании металлов, а затем сплавляют весь набор сплава.
Защитные покровы, флюсы, раскислители
При плавке драгоценных металлов и сплавов для предохранения расплавов от окисления, насыщения кислородом и другими газами из окружающей среды, а также для верхней теплоизоляции расплавов (для сокращения расходов, теплоты на плавку) применяют следующие защитные покровы: древесный уголь, буру, борную кислоту, хлористый кальций, хлористый натрий, хлористый калий,хлористый барий
Флюсы очищают расплавы от нежелательных компонентов, загрязнений и примесей путем окисления и перевода оксидов в шлаки. В большинстве случаев в качестве флюсов используются те же вещества, что и для защитных покровов.
Раскислители восстанавливают окисленные компоненты расплава до металлов для повышения его жидкотекучести и качества отливаемых слитков. Для драгоценных сплавов раскислителями являются цинк, фосфористая медь и марганцовокислый калий.
При выборе защитных покровов, флюсов и раскислителей необходимо учитывать характер их взаимодействия с расплавами и отдельными компонентами расплавов. Например, древесный уголь, один из лучших защитных покровов для серебра и его сплавов, не пригоден для платины, так как платина, металлы платиновой группы и никель, а также сплавы с содержанием этих металлов при плавке подвержены науглероживанию. Недопустимо также применение угля совместно с калиевой селитрой и поташом, так как эти флюсы при нагревании в присутствии углерода образуют взрывоопасные соединения.
Древесный уголь может выполнять роль как защитного покрова, так и флюса. Для плавок драгоценных металлов и сплавов лучшим считается хорошо прокаленный березовый уголь. Температура вспышки угля 250...300°С. Уголь прокаливается без доступа воздуха до вишнево-красного цвета. Хранится в сушильных шкафах при температуре на 20...50° выше температуры окружающей среды. В качестве защитного покрова может быть применен при плавке серебра, серебряномедных сплавов, золота и золотых сплавов без содержания платины, металлов платиновой группы и никеля.
Бура (плавленая)используется в качестве флюса и защитного покрова при плавке драгоценных металлов. Обладает свойством хорошо отшлаковывать оксиды многих металлов и шлаковых включений. Расплавленная бура обладает хорошей смачиваемостью. Находясь в шихте, она обволакивает нерастворимые тугоплавкие включения и оксиды и поднимает их на поверхность. Переплавленную, мелкоистолченную и прокаленную при температуре 450 °С буру хранят в сухой посуде с притертой пробкой. В качестве флюса и защитного покрова бура может применяться для всех драгоценных металлов и сплавов, как самостоятельно, так и в сочетании с другими флюсами. Для лучшего скольжения расплава по стенкам бурой покрывают рабочую часть тигля.
Борная кислота (плавленая) используется в качестве флюса при плавке золотых сплавов.
Буру или борную кислоту засыпают на дно прогретого тигля до загрузки шихты, таким образом смачивая частицы металла до начала их окисления.
Смесь поташа с бурой (1:1 по массе) применяют как флюс при очистительных плавках.
Смесь должна быть прокалена. Флюс вводят порциями. При загрязнении шихты нежелательными металлами применяют смесь буры с калиевой или натриевой селитрами.
При плавке драгоценных сплавов с селитрой можно повысить пробу сплава до 20 ед. При плавке с селитрой шихту нагревают под покровом буры до температуры отливки и в расплав двумя-тремя приемами вводят селитру
Другие флюсы— хлористый кальций, хлористый барий, хлористый натрий, хлористый калий — также применяют при очистительных плавках. Свойства и действие флюсов однотипны. Температура плавления 772...925°С. Образуют хорошие защитные покровы для сплавов с температурой плавления до 1300°С. Хлористый кальций, хлористый барий, хлористый натрий или хлористый калий, как и буру, применяют в переплавленном, измельченном и прокаленном виде.
Лучший раскислитель для золотых сплавов — цинк. Его вводят из расчета 0,05...0,1%от массы шихты.
Для серебряных сплавов используют фосфористую медь.
Процесс плавки
Перед загрузкой шихты в тигель следует проверить исправность плавильной системы и подготовить для отливки слитка изложницы. Тигель перед загрузкой в него металла прогревают, на дно прогретого тигля засыпают флюс из расчета 1 %от массы шихты. Затем в тигель загружают шихту и задают нужную температуру.
После расплавления шихты расплав покрывают небольшим количеством свежего флюса и перемешивают. Не понижая температуры нагрева, расплаву дают отстояться, чтобы флюс отшлаковал ненужные оксиды и приме- си, вводят раскислитель. В расплавы припоев и сплавов, содержащих цинк, раскислитель не вводится в связи с достаточным количеством компонентов, выполняющих роль раскислителя. Изложницы, нагретые до 100°С для удаления следов влаги, натирают технологической смазкой и устанавливают для отливки. После этого расплав отливают через сливной желоб тигля в изложницы, и после полной кристаллизации и выдержки слиток извлекают.
На предприятиях, оборудованных плавильными комплексами, плавку и отливку производят в центробежных или вакуумных установках.
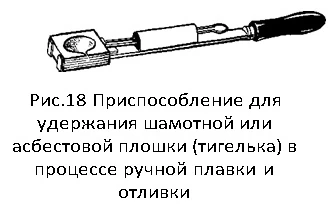
В условиях мастерских, не оборудованных плавильными печами, шихту нагревают газопламенной горелкой. Плавку проводят в специальных тигельках (плошках), рассчитанных для массы металла не более 30 г. Плошки изготовляют из смесей на основе огнеупорной глины, каолина, графита, шамота. В этих же целях можно использовать шамотный кирпич или кусок древесного угля, обмазанного огнеупорной глиной. Используют также плошки из кварцевого стекла. Но самой доступной в любых условиях является плошка, изготовленная из асбестового картона толщиной 6...8 мм. Обрезанный по размеру картон увлажняют и придают ему форму легкого прогиба (углубление не должно превышать 6...7 мм, чтобы не создать эффект отраженного пламени), сушат и перед плавкой глазуруют бурой.
Асбестовый тигелек выдерживает 3...4 плавки. Однако все эти тигельки недолговечны, застывающая бура отслаивает глиняную обмазку, а кварцевый тигелек сразу после отливки резко охлаждают в воде, иначе. бура, остывая, разрывает поверхность кварца. Плавку припоя в плошках осуществляют с добавлением легкоплавкого компонента под слегка пристывший слиток с продолжением плавки (рис. 18).
Слитки трехкомпонентных сплавов «золото — медь — серебро» при охлаждении ниже 450 °С сохраняют первоначальную кубическую гранецентрированную решетку и свойства твердого раствора, поэтому слитки необходимо подвергать резкому охлаждению. Это придает им мягкость и пластичность.
Для отливки слитков драгоценных металлов используют чугунные и стальные изложницы (рис. 19).
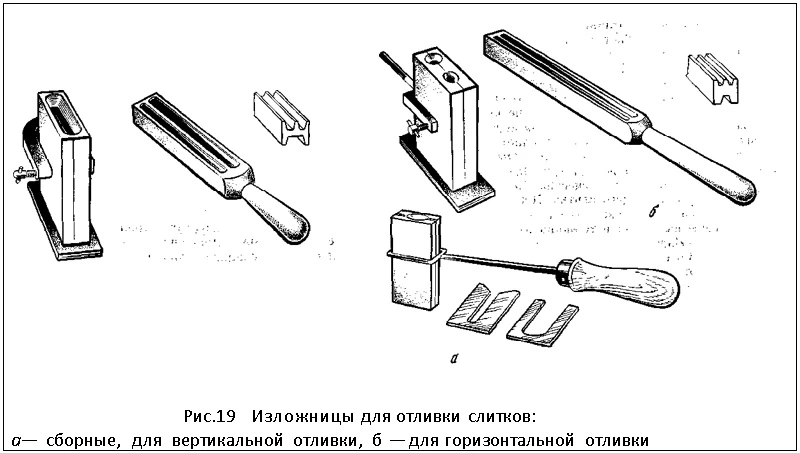
Изложница, или ингус, представляет собой металлический брусок с выфрезерованным пазом по форме будущего слитка. Нерабочая стенка изложницы делается выше, она служит экраном, направляющим расплав в паз. Размеры изложниц и толщина их стенок зависят от размеров слитка. Изложницы для горизонтальной отливки делают сплошными. Они могут иметь несколько ячеек. Для вертикальной отливки изготовляют разъемные изложницы, с заливной воронкой с торца. Изложницы рекомендуется делать из серого гематитового чугуна с малым содержанием примесей серы и фосфора или низкосортных сталей (как правило, разъемные).
Изложницы прокаливают до температуры 500...550°С с технологическими смазками. Роль технологических смазок — обеспечить хорошее качество отливаемых слитков, т. е. хорошее растекание расплава по ячейке, препятствовать образованию раковин и наплывов и пригоранию расплава к стенкам изложницы. В качестве смазок употребляют: льняное, конопляное, подсолнечное, веретенное и машинное масла, пчелиный воск и водную эмульсию молотого мела.
Перечисленные масла рекомендуются для отливки слитков из серебра, золота и припоев. Если смазку производят непосредственно перед отливкой, то перед использованием масло обязательно обезвоживают кипячением на водяной бане при 110... 120°С в течение 2 ч. Смазку наносят тонким слоем на рабочую поверхность изложницы, подогретой до температуры не более 100 °С.
Пчелиный воск — одна из лучших смазок. Используется в тех же случаях, что и масла. Наносится на рабочую поверхность изложницы, нагретой до 50...70°С.
Водная эмульсия молотого мела применяется при отливке высокотемпературных металлов и сплавов — золота, платины, палладия. После нанесения слоя эмульсии на рабочую поверхность изложницы, нагретой до 150...200°С, ее тщательно просу- шивают до полного удаления влаги. Просушенную изложницу рекомендуется прокаливать при температуре 550°С, тогда изложница выдерживает более 100 заливок. Делают это заранее, так чтобы к моменту отливки изложница имела рабочую температуру 150...200°С.
Плавка и отливка металлов — один из наиболее опасных процессов, при котором несоблюдение безопасности труда может вызвать серьезные травмы. Выполнять плавку можно только на полностью исправном и налаженном оборудовании. Вся плавильная оснастка должна быть заранее подготовлена и разложена на удобных для работы участках. Плавку следует проводить в защитных очках и с предельной осторожностью. Загружать шихту в нагретый тигель нужно при помощи специального жестяного совочка, размеры которого позволяют безопасно провести операцию. Помешивание расплава и снятие шлака осуществляют специальной графитовой или кварцевой мешалкой, длина которой обеспечивает удобство работы и надежную защиту рук от ожогов. Особой осторожности требует разлив металла в изложницы. Кроме того, что необходим навык, надо убедиться в правильности установки изложницы и степени смазки ее. Лишняя смазка может вызвать разбрызгивание сплава. Плавильщик обязан работать в защитном фартуке из кожи, брезента или войлока. Выброс слитков из изложниц и охлаждение их производят в рукавицах.
ПРОКАТКА И ВАЛЬЦОВКА
Прокатка— вид обработки металлов давлением, при котором металл, проходя между вращающимися валками, изменяет форму и размеры. Прокатка — непрерывный процесс, т. е. профиль прокатываемого металла изменяется по всей длине проката. Профилем проката называют поперечное сечение прокатанного металла.
Вальцовка — это местная прокатка, т. е. прокатка ограниченного участка слитка или другого вида заготовки.
В производстве ювелирных изделий применяется только холодная листовая и профильная прокатка. В условиях ювелирных заводов, фабрик и мастерских используют двухвалковые прокатные вальцы с электрическим и ручным приводом (рис. 20, 21), рассчитанные на сравнительно небольшие заготовки.
В целях повышения пластичности слитков драгоценных металлов перед прокаткой их подвергают ковке, причем золотые и серебряные сплавы в холодном состоянии, платиновые — в горячем. Небольшие слитки проковывают вручную (молотком на наковальне), а слитки больших размеров — на ковочных прессах. После этого слитки отжигают. На вальцах с ручным приводом вальцуют и прокатывают мелкие заготовки при индивидуальном изготовлении ювелирных изделий.
Вид выходящей заготовки зависит от формы валков. Валки цилиндрические с гладкой поверхностью (рис. 22) служат для прокатки листов, слитков в листы (ленты), прутков, проволоки на плоскость (расплющивание).

Валки профильные (рис. 23) представляют собой цилиндры с проточками (желобками) разных профилей по окружности валка. Каждая проточка на валке носит название ручей. Каждая пара профильных валков образует систему калибров. Калибром называют просвет, образованный двумя ручьями совмещенных валков. Правила последовательного расположения калибров на валках называют – калибровкой валков.
В производстве ювелирных украшений нашли применение два вида калибров: квадратный и сегментный(рис. 24). Квадратный калибр образован двумя прямоугольными равнобедренными треугольниками (при совмещении валков). Квадратная калибровка валков обеспечивает прокатку слитков до проволоки нужного сечения. Сегментный калибр образован профильным валком с ручьями овального профиля (разных радиусов) и гладким валком (без ручьев). Сегментная калибровка позволяет получить заготовку для обручальных колец различной ширины и заготовку для деталей других колец.
При прокатке металл, проходя между двумя валиками, подвергается деформации, которая заключается в уменьшении высоты полосы, уширении полосы (для листовой прокатки) или в уменьшении профиля (для профильной прокатки ). И в том и в другом случае изменяется форма проката и увеличивается его длина. И в том и в другом случае изменяется форма проката и увеличивается его длина. В валки металл втягивается силами трения, которые создаются на поверхности соприкосновения металла с валками под влиянием давления, возникающего при обжа тии полосы по высоте. Но металл деформируется не одновременно по всей длине полосы, а только на том участке, где происходит обжатие. Этот участок называется зоной деформации и определяется объемом между площадью начального касания валками и площадью, проходящей по продольной оси валков по линии центров. Из продольного сечения зоны деформации по вертикали (рис. 25, а) видно, как происходит постоянное обжатие полосы по толщине от начальной – Н до конечной – h. А из продольного сечения зоны деформации по горизонтали (рис. 25, б) — как происходит уширение полосы от начального размера ВП до конечного В2.

Дуга АВ1, по которой металл соприкасается с валком, называется дугой захвата, а угол а, образованный АО и ОВ1 и опирающийся на дугу захвата, — углом захвата. После прохожде- ния заготовкой дуги захвата наступает установившийся процесс прокатки.
Деформация металла при прохождении его между валками неравномерна и зависит от степени обжатия (разницы между толщиной полосы и зазором между валками).
При малых степенях обжатия наблюдается только поверхностная пластическая деформация, вследствие чего поверхностные слои металла имеют большую напряженность и скорость растекания их меньше ско- рости растекания средних слоев.
При прокатке с сильным обжатием деформация проникает на всю глубину металла и средние слои его имеют большую напряженность, а следовательно, меньшую скорость течения. Разница в скоростях растекания разных слоев прокатываемого металла вызывает неравномерность напряжений, а значит, неравномерность деформации. Неравномерность деформации наблюдается и по ширине полосы — на боковых гранях полосы деформация менее глубока, чем посередине.
Разность напряжений, а следовательно скорость течения металла, может привести к боковым надрывам, складкам, к разрыву полосы с конца (образованию «усов»).
Разность напряжений снимается отжигом заготовки.
Прокатка слитков, прутков, лент и других заготовок на электромеханических вальцах требует определенной подготовки. Убедившись в исправности станка, регулировки опорного стола и, при надобности, боковых направляющих (щечек), производят Регулировку зазора между валками. В современных универсальных вальцах имеется делительный диск, по которому можно определить расхождение валков. В вальцах более ранней конструкции и в вальцах с ручным приводом регулировка зазора определяется на глаз, с некоторым запасом в большую сторону. Если заготовка короткая, ее кладут на опорный стол целиком, если заготовка длинная — на опорный стол помещают головной конец ее. Подавать заготовку малых размеров к валкам рукой чрезвычайно опасно, поэтому для подачи пользуются деревянным клиновидным упором. Большие заготовки подают рукой, на безопасном расстоянии, до захвата их валками. Дальнейшее движение заготовки обеспечивают сами валки. Если после первого прохода заготовка имеет горизонтальное искажение, значит, регулировка параллельности валков недостаточна, вальцы выключают и регулируют. А если видимых горизонтальных искажений нет, процесс продолжают.
В большинстве случаев достижение нужных размеров осуществляется многократными прохождениями заготовки между валками, но если есть возможность достичь заданных размеров за один проход, то предварительно запускают небольшой (пробный) участок заготовки, но которому определяют необходимый размер. В процессе прокатки постоянно просматривают ребра заготовки и, если замечают тенденцию к растрескиванию, ее подвергают дополнительному отжигу.
Прокатка прутковой заготовки в проволоку в профильных валках квадратного калибра производится вращением прутка после каждого прохода на 90° вокруг продольной оси. Таким образом, стороны квадрата (заготовки) попеременно попадают под вертикальное обжатие валками. При этом обжатие должно быть таким, чтобы на ребрах, находящихся в данный момент в горизонтальном положении, не образовался облой (слой металла, выступающий за пределы контура полуфабриката); в противном случае заготовка отходит в брак, который можно исправить только опиливанием облоя.
Прокатка в профильных валках фасонной (сегментной, прямоугольной, рисунчатой) калибровкой по чистовому размеру проводится всегда за один проход. Заготовку для нее предварительно прокатывают до определенного сечения.
Вальцовку осуществляют только на вальцах с ручным приводом. Кстати, в ювелирной практике нет резкого разграничения между процессами прокатки и вальцовки, и все операции, произ- водимые на вальцах с ручным приводом, называют вальцовкой. Несмотря на то что вальцовка — процесс заготовительный, вы- полняется он уже в монтировочном цикле изготовления ювелирных изделий непосредственно ювелирами. Заготовка, предназначенная для вальцовки, нарезана поштучно, и на ней отмечены участки, форма которых должна быть изменена. Зазор между валками устанавливается по сечению заготовки; нужное обжатие задается постепенным поджатием валка. Если участок должен быть расширен, задается большее обжатие, если удлинен — меньшее. При приближении размера провальцованного участка к заданному заготовку промеряют после каждого обжатия.
К работе на вальцах допускаются лица, знающие правила пользования данным станком и правила безопасности труда. Особую опасность представляют вальцы с электрическим приводом. При работе на них категорически запрещается сопровождать руками заготовку вплоть до валков, исправлять на ходу перекосившуюся на входе заготовку. Рукава халата вальцовщика должны быть плотно застегнуты или закатаны. Во избежание порезов рук не разрешается пользоваться рукой как направляющей, пропускать через нее заготовку с острыми ребрами. Для изменения положения заготовки или при обнаружении неполадок в станке его обязательно выключают.