
Процесс волочения представляет собой протягивание прутковой, проволочной, трубной и профильной заготовок через коническое отверстие для уменьшения их поперечного размера и увеличения длины. Путем волочения в ювелирном производстве получают в основном проволоку и трубную заготовку. Ювелирные предприятия в качестве сырья получают со специальных заводов полуфабрикаты в виде слитков, листов, прутков, проволоки и т. д. Тем не менее волочильные процессы в ювелирном деле широко распространены. Заготовка для волочения проволоки — прутки и проволока большего сечения, для протяжки трубок— ленты определенных размеров.
Основной волочильный инструмент — матрицы, или фильеры, с отверстиями, через которые протягивают металл (рис.26)! Протяжку заготовки обеспечивает комплект матриц двух типов. Первый — это набор обойм, в каждую из которых вставлен фильер определенного размера, применяется для станочной протяжки. Второй тип представляет собой металлическую доску с вставленным в нее комплектом фильеров, служащую для ручной протяжки. Реже встречаются доски с набором конических отверстий непосредственно в доске без вставок. Матрицы в виде досок имеют несколько названий — волочильная доска, фильерная доска или «циайзен».
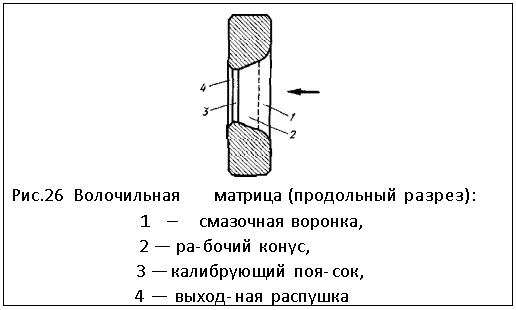
Волочильные отверстия состоят из четырех элементов (зон): смазочной воронки, раных изделий непосредственно ювелирами. Заготовка, предназначенная для вальцовки, нарезана поштучно, и на ней отмечены участки, форма которых должна быть изменена. Зазор между валками устанавливается по сечению заготовки; нужное обжатие задается постепенным поджатием валка. Если участок должен быть расширен, задается большее обжатие, если удлинен — меньшее. При приближении размера провальцованного участка к заданному заготовку промеряют после каждого обжатия. Рабочего конуса, калибрующего пояска и выходной распушки.
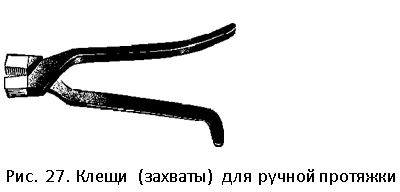
Смазочная воронка, или входная распушка, предназначена для подачи смазки в рабочий конус и предохранения заготовки от задиров. Рабочий конус обеспечивает обжатие заготовки до определенного размера. Угол образующей конуса для прутковых и проволочных заготовок равен 6°, для трубных заготовок — 10... 15°. Калибрующий поясок обеспечивает заданную точность и правильность формы (калибрует заготовку). Длина пояска для прутковых и проволочных заготовок — 3...7 мм, для трубных заготовок— 1...3мм. Выходная распушкапредохраняет выходное отверстие от выкрошивания и устраняет возможность задиров заготовки о края фильера. У фильерных досок без волочильных вставок, с отверстиями непосредственно в доске, профили отверстий выполнены упро- щенно, с радиальной образующей. Для профильных протяжек отверстия фильерных досок имеют определенные формы: квадратную, треугольную,сегментную и др. Захватывают протягиваемые заготовки специальными клещами (рис. 27) с плоскими мощными губками, на рабочей части которых есть мелкая насечка. Такие захваты у ювелиров называются цицанги.
Для уменьшения усилий при волочении, улучшения процесса вытяжки и предохранения заготовки и инструмента от взаимного истирания заготовку перед протягиванием смазывают пчелиным воском или мылом.
На ювелирных предприятиях наиболее часто используется проволока сечением 1,2 мм. Она же служит полуфабрикатом для проволоки меньших сечений, которую изготовляют в нужных количествах непосредственно на предприятиях. Процесс волочения проволоки вручную происходит следующим образом.
Один конец заготовки отвальцовывают или опиливают на конус так, чтобы он свободно проходил в несколько отверстий меньшего сечения на расстояние захвата цицангами. Этот конусный конец называют захваткой. Предварительно смазав, захватку продевают в отверстие жестко укрепленного циайзена на рас- стояние свободного захвата. Затем равномерном натяжением протягивают всю проволоку сквозь отверстие фильера. Когда захватка перестанет проходить в очередное отверстие, конец проволоки снова запиливают. В процессе протяжки надо следить за тем, чтобы проволока до входа в отверстие не перекручивалась и не перегибалась во избежание обрыва. Последовательно проходя каждое очередное отверстие с периодической смазкой, проволока нагартовывается (получает напряжение) и требует отжига. При волочении проволоки из золотых и серебряных сплавов от 1,2 до 0,3 мм требуется два-три периодических отжига. Проволоку, туго свернутую в рулон (бунт), отжигают в муфельных печах.
Волочение трубок производится из предварительно прокатанных лент (тонких полос). Чтобы определить размеры заготовки, необходимо сделать расчеты. Исходными данными служат внутренний диаметр трубки и толщина проката или внутренний и внешний диаметры трубки. Рассчитывают размеры заготовки следующим образом.Имея внутренний диаметр и толщину стенки (проката), нетрудно установить внешний диаметр, прибавив к внутреннему диаметру две толщины. А имея два диаметра трубки, проще всего произвести расчеты по средней линии диаметров (среднему диаметру). Для этого диаметр средней линии умножают на 3,14. Например:надо изготовить трубку с внутренним диаметром 2мм и толщиной стенки 0,4 мм.
Внешний диаметр трубки будет равен 2 + 0,4 + 0,4 = 2,8.
Средняя линия диаметров (2 + 2,8) :2 = 2,4. Развертка окружности (ширина ленты) будет равна 2,4*3,14= 7,54. Следовательно, ширина заготовки по расчетам должна быть равна 7,54 мм. Но, учитывая мягкость драгоценных металлов, на вытяжку и уплотнение дается припуск 0,2...0,3мм.
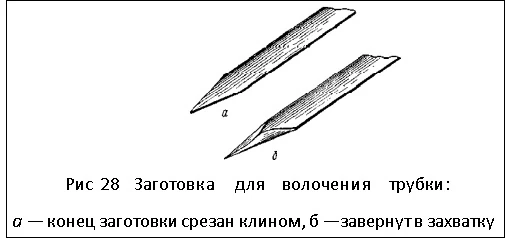
Заготовку отрезают необходимой длины с учетом захватки. Длязахватки один конец ленты обрезают клином( рис.28, а) и при помощи небольшого молоточка заворачивают в конусную трубку — захватку (рис.28, б). Эту операцию производят на секенайзене — специальной металлической плите с желобками или на деревянной основе. Затем захватку и начальный участок ленты (с внешней стороны) смазывают и, протягивая через отверстие фильера, сворачивает ленту в свободную трубку. Размер отверстий выбирают с таким расчетом, чтобы края трубки не были плотно сомкнуты. Во время протяжки ленты смотрят за тем, чтобы до входа в отверстие лента находилась в одном положении, иначе шов может оказаться неровным или спирально закрученным. Протягивая через очередное отверстие, внимательно следят за затяжкой фуги(шва) трубки.
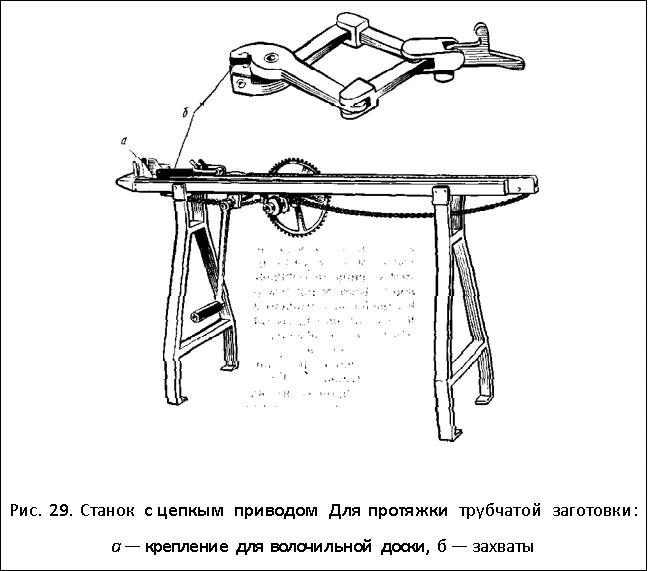
При перетяжке трубки (прогоне через более узкое отверстие) на фуге с внутренней стороныможет образоваться продольная складка, и тогда трубка считается бракованной. В производстве ювелирных изделий трубчатая заготовка часто идет на изготовление шарнирных соединений и оправ для мелких камней, которые называют царгами. Поэтому все тонко- стенные трубки ювелиры называют шарнирами, а толстостенные — царгами. К тонкостенным относят трубки с толщиной стенки до 0,3 мм, а к толстостенным — свыше 0,3 мм. Волочение толстостенных трубок, не поддающихся ручной протяжке, производят на стенках с цепным натягом (рис. 29).
Волочение производится с промежуточным и обязательно ко- нечным отжигом заготовки.
Заготовки для полых цепей и браслетов получают путем волочения трубочной обтяжки, т. е. медную и железную проволоку обтягивают драгоценными металлами — соответственно золотом или серебром. Волочение обтяжек аналогично волочению трубочных заготовок, разница лишь в том, что, когда лента свернута в желобок или свободную трубку, внутрь этой трубки закладывают проволоку — медную для золотой обтяжки и железную для серебряной. Сечение проволоки выбирают равным внутреннему сечению будущей трубки (медную проволоку можно брать большего сечения, так как она протягивается вместе с оболочкой). Протягивая трубочную обтяжку, необходимо следить за тем, чтобы фуга была прямой. Затем железный или медный вкладыш вытравляют из нарезанных заготовок: золотых — в азотной, серебряных — в соляной кислоте.
ШТАМПОВКА
Штамповкой называют вид обработки металлов давлением при помощи штампов. Штамповка основана на использовании пластических свойств обрабатываемых материалов. Металлы и сплавы, применяемые в ювелирной промышленности, подвергаются холодной штамповке. Это один из наиболее распространенных видов обработки давлением, в процессе которого формообразование совершается путем воздействия рабочих частей штампа на материал заготовки, находящейся в холодном состоянии. В качестве заготовки используется листовой материал, в качестве оборудования — прессы. Штампы служат технологической оснасткой. Штамповка деталей ювелирных изделий заняла большое место в ювелирной промышленности, уменьшив себестоимость продукции, облегчив труд ювелира, намного сократив время на изготовление каждого изделия и тем самым увеличив выпуск ювелирной продукции. Штамповка — окончательный заготовительный процесс, после которого полуфабрикаты поступают на рабочее место (верстак) ювелира. Операции холодной штамповки делятся на разделительные и формоизменяющие.
Разделительные операции — это те, при которых одна часть металла отделяется от другой. К ним относятся резка, вырубка, пробивка.
Формоизменяющими называют операции, при которых форма изменяется без разрушения заготовок. К формоизменяющим операциям относятся гибка, вытяжка, чеканка, правка.
Если за один проход выполняют сразу несколько операций, например вырубку, пробивку, гибку и т. д., то такие операции называются комбинированными (компаундными ).
Наиболее распространенная разделительная операция Резка. Это разделение заготовки по прямой или кривой линии. Резку листовой заготовки производят на рычажных механических ножницах с наклонными ножами (рис. 30), на роликовых ножницах (рис.31) и в отрезных штампах. Преимущество резки на рычажных ножницах в том, что можно резать листы без ограничения ширины, однако с увеличением толщины листа требуется большее усилие.
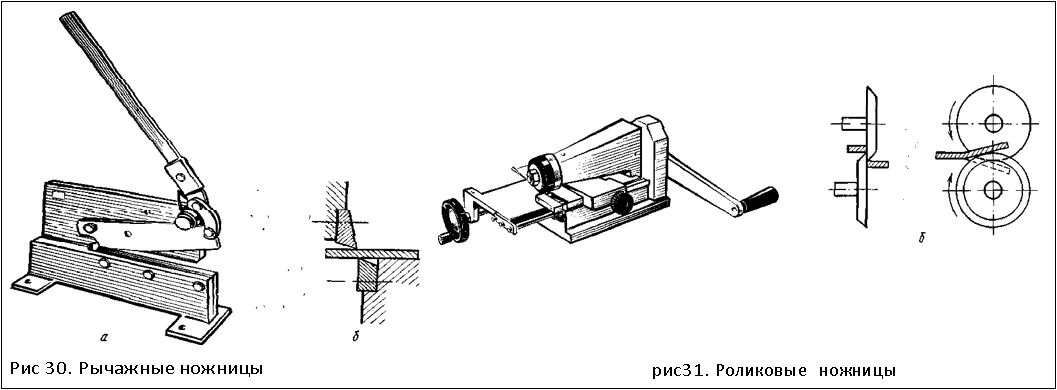
Дисковые, или роликовые, ножницы применяются главным образом для продольной разрезки широких лент на более узкие,
В отрезных штампах обычно выполняют нарезку заготовок, требующих точных размеров и неискаженной поверхности.
Вырубка — разделение заготовки по замкнутому контуру для получения плоской заготовки с определенным наружным контуром. Вырубку производят в вырубных штампах.
Пробивка — разделение металла по замкнутому контуру для получения в заготовке отверстия. Производится в пробивных штампах.
Гибка — это изменение формы детали без изменения ее сечения между параллельными плоскостями. Для точности изгиба применяют гибку с прижимным устройством, которое предохраняет заготовку от смещения.
Вытяжка — операция получения полых деталей из плоских заготовок. При вытяжке толщина заготовки может уменьшаться до 20 %.
Чеканка (фасонная штамповка) заключается в образовании рельефа (выступов и углублений) за счет растяжения металла плоской заготовки. При чеканке наблюдается незначительное изменение материала по толщине.
Правка , или рихтовка — операция придания детали плоскостности, которая заключается в обжатии детали между двумя параллельными плоскостями.
Штампы — для холодной штамповки, используемые в ювелирном производстве, разнообразны, но, несмотря на технологические и конструктивные особенности, все они состоят из двух частей — нижней и верхней. Нижняя часть штампа крепится обычно на неподвижной части пресса (столе), а верхняя связывается с подвижной частью пресса — ползуном. Формообразование заготовки происходит при смыкании обеих частей штампа под действием пресса. При работе на прессах любой конструкции запрещается держать руки в зоне действия штампов включенного пресса. Установка и наладка оснастки должны производиться только при выключенном двигателе. Работа на прессах со снятым ограждением подвижных деталей без кожухов запрещается. Наладку неисправного пресса может производить только механик данного цеха, и только после его проверки штамповщик Допускается к работе на прессе.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Термическая обработка металлов — это изменение структуры и свойств путем теплового воздействия. В результате нагрева до заданных температур, выдержки при этих температурах и скорости охлаждения в металлах происходит изменение кристаллической структуры, что влечет изменение свойств.
Для драгоценных металлов в процессе изготовления ювелирных изделии используют только один вид термической обработки — отжиг
Отжиг производится с целью смягчения металла. Металл при отжиге приходит в более устойчивое состояние, устраняется неоднородность химического состава, вызванная быстрым хлаждением при отливке, снимаются напряжения, полученные в результате деформации. Отжигу подвергаются слитки, полуфабрикатыи детали изделий в процессе изготовления ювелирных изделии. Отжиг заготовок проводят в определенном режиме для каждого сплава:
Золотые сплавы без содержания платиновых металлов и никеля отжигают при температуре 650 - 700°С с выдержкой от 5 до 15 мин (в зависимости от массы) и резким охлаждением.
Золотые сплавы с содержанием никеля и металлов платиновой группы отжигаются при температуре 700 - 750°С с выдержкой в зависимости от массы от 10 до 20 мин и постоянным охлаждением при комнатной температуре или выключенной печи до полного остывания .
Сплавы серебра отжигаются при температуре 600-650°С с выдержкой до 10 мин в зависимости от массы и резким охлаждением. Отжиг в муфельных печах обеспечивает необходимый режим нагрева, но происходит окисление поверхности сплавов, которое необходимо удалять путем отбеливания (травления). Процесс отбеливания ведет к частичной потере лигатуры и таким образом, общей массы драгоценных металлов. Чтобы избежать дополнительных потерь и повысить производительность отжига, на специализированных предприятиях установлены печи безокислительного отжига. Такая печь представляет собой установку конвейерного типа с камерами нагрева и охлаждения.
Конвейерная лента с заготовками для отжига движется внутри тоннеля со скоростью от0,1 до 0,7 м/мин. Защитной атмосферой служит диссоциированный аммиак, температура нагрева в камере до 950°С. Контрольно-регулировочной аппаратурой устанавливается программа для соответствующего сплава. Камера охлаждения обеспечивает снижение температуры до необходимого значения. Такие конвейерные печи кроме отжига используют и для пайки изделий в безокислительной среде.
В мастерских, не оборудованных специальными безокислительными печами, безокислительный отжиг можно производить при помощи древесного угля. Золотые сплавы (кроме содержащих никель и металлы платиновой группы) в виде слитков, рулонов проволоки помещают в короб из нержавеющей стали на слой древесного (березового) угля и засыпают углем до заполнения короба. Куски угля должны быть величиной 10-20 мм. (с лесной орех) и хорошо просушены. Короб плотно накрывают крышкой и помещают в нагретую до заданной температуры муфельную печь. Заготовки выдерживают от 5 до 15 мин в зависи мости от массы и вынимают, охлаждая в воде, после чего заготовки извлекают из короба и просушивают . Отжиг деталей в процессе монтировки может производиться и открытым пламенем газопламенной горелки на огнеупорной подкладке. Обязательным условием такого отжига является равномерный нагрев до приблизительно нужной температуры без выдержки с естественным охлаждением. При необходимости сохранения поверхности от окисления детали или изделие смачивают в растворе борной кислоты или смеси буры с борной кислотой с последующим отбеливанием.