
Правкой называют исправление искажений, полученных в процессе обработки металлов. Кроме различного вида заготовок правке подвергаются детали изделий и сами изделия. Заготовительный цикл предусматривает правку отдельных полуфабрикатов в процессе штамповки деталей ювелирных изделий, и в этом случае правка считается операцией штамповки.
Во всех других случаях полуфабрикаты и изделия подвергаются ручной правке в процессе монтировки ювелирных изделий. Особенностью этой операции в отличие от слесарной являются малые размеры заготовок и драгоценность обрабатываемого металла, которому не только нужно придать определенную форму, но и сохранить качество поверхности заготовки.
Этим объясняется то, что основным ударным инструментом являются текстолитовые молотки различных размеров и форм (рис. 47). Деревянные ручки текстолитовых молотков не отличаются от обычных металлических.

Подкладочным инструментом служат стальные (каленые) правочные плиты (рис. 48)

или плоскость шперака (рис. 49), рабочая поверхность которых должна быть хорошо прошлифована и оберегаться от забоин и глубоких царапин.

Правка листовой, ленточной заготовок производится на гладкой правочной плите (флахайзене) или на плоскости настольного шперака текстолитовым молотком. При большой толщине аготовок правку производят металлическим молотком с пришлифованным бойком. Прутковую заготовку правят на желобковой правочной плите в соответствующем по форме ручье, желательно текстолитовым молотком. Правка длинных отрезков проволочной и трубчатой заготовок проходит совершенно иначе — как бы вытягиванием их. Один конец заготовки зажимают в настольных тисках, а за другой ее конец цицангами слегка вытягивают натянутую проволоку или трубку. Губки тисков должны иметь мелкую насечку, чтобы не перекусывать даже тонкую (0,2...0,3 мм) роволоку. Длинная толстостенная трубчатая заготовка правится вытяжкой на установке с цепным натягом; такая же, но короткая заготовка — легкими ударами текстолитового молотка на желобковой плите или деревянной основе.
Правка плоских деталей ювелирного изделия — накладок, рантов и др. — осуществляется при помощи специального пуансона с плоским бойком, по которому наносятся удары металлическим молотком. Такой пуансон ювелиры называют << правка >>, боек его должен быть закален и отшлифован. В качестве основы используют флахайзены или шперак. Аналогично правке плоских деталей проходит правка боковых сторон колец.
Для выравнивания с боков спаянной в кольцо заготовки, как и в предыдущем случае, пользуются пуансоном — << правкой >>, но в случаях, когда одновременно необходимо выправить и кривизну отверстия кольца, пользуются стальным шариком. Диаметр шарика должен обязательно превышать внутренний диаметр обрабатываемого полуфабриката.
При монтировке ювелирных изделий правке приходится подвергать и выпуклые (полые) детали. Трудность выполнения этой операции заключается не только в том, чтобы не промять заготовку, но и в том, чтобы не стереть имеющуюся на ее поверхности разметку. Правят такие детали текстолитовым или деревянным молотком на флахайзене или шпераке. Сначала заготовка простукивается по всей поверхности, а затем по контуру до полного прилегания к плоскости.
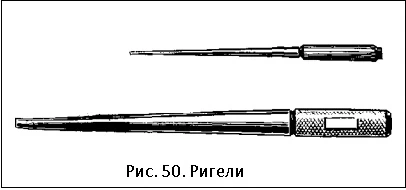
Для придания кольцам правильной внутренней окружности их тоже подвергают правке. Правят кольца текстолитовым молотком на ригеле — стальном корпусе (рис. 50). Ригель имеет рабочую часть и ручку. Рабочая часть длиной 200...250 мм имеет вид усеченного конуса, малый диаметр которого 10...15 мм, большой— 20...24 мм.
Длина ручки 80...100 мм, диаметр — 20...25 мм.
Для правки мелких кольцевых заготовок используют ригели меньших размеров. Гладкие кольца, не имеющие напаек, правят равномерными Ударами молотка по всей окружности, перемещая удары в сторону утолщения. После полного прилегания одной из сторон кольца к поверхности ригеля кольцо снимают, насаживают другой стороной и продолжают правку. Кольца, имеющие каст(оправу для камня), начинают править от каста в одну и другую сторону, сначала сверху, затем снизу. Во избежание перекосов все кольца правятся с обеих сторон.
До правки все заготовки обязательно отжигают, а иногда это делают и дополнительно в процессе правки.
ПАЙКА
Пайкой называют технологический процесс получения неразъемных соединений с помощью более легкоплавких металлических сплавов (припоев). Неразъемное соединение (спай) получается в результате взаимодействия расплавленного припоя с кромками основного металла. При этом припой внедряется между зернами основного металла и образует промежуточный слой (сплав припоя и основного металла). В результате диффузии (проникновения одного металла в другой) припоя с основным металлом припой может изменять свои свойства: цвет, пластичность, твердость.
Диффузионное проникновение металлов зависит от режима пайки (температуры и времени нагрева). Из всех видов пайки в ювелирном производстве применяют в основном газопламенную. В зависимости от условий пайку ведут газовыми или бензиновыми паяльными аппаратами. На предприятиях с централизованной подачей газов низкого давления используют двухканальные газовые горелки (пистолеты).
Подача газа и давление воздуха регулируются кранами узлового штуцера (который соединен с горелкой резиновыми шлангами), тонкая регулировка пламени — кранами самой горелки. В ювелирной практике применяется три типа газовых горелок: смесительного типа (при поступлении в мундштук горелки газовоздушной смеси); параллельной подачи газа и воздуха и инжекторного типа (при подаче газа под давлением).
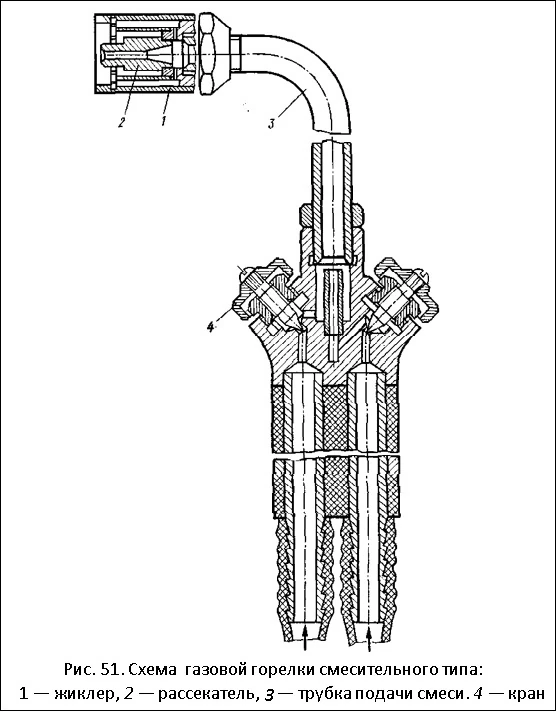
В горелках смесительного типа (рис.51) газ и воздух подаются по отдельным трубкам, смешиваются внутри горелки и смесь подается в форсунку горелки. Оптимальные сечения выходных отверстий этой форсунки рассекателя 8 мм, жиклера — 2 мм.
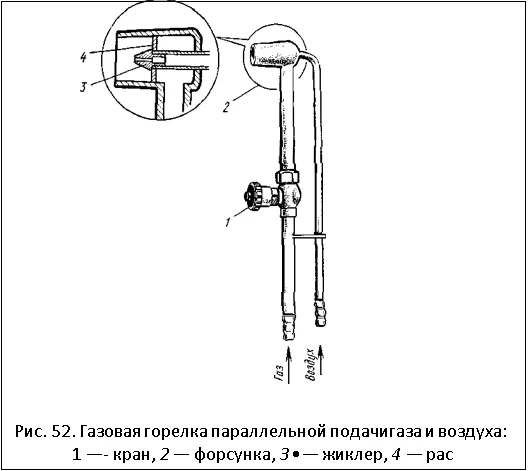
В горелках с параллельной подачей (рис.52) газ и воздух также поступают в горелку по разным трубкам и отдельно выводятся в форсунку. Оптимальные отверстия выходного потока форсунки для газа — 8 мм, воздуха — 0,9 мм. Давление (напор) пламени в таких горелках обеспечивает воздух.
В горелках инжекторного типа (см.рис. 53) только один канал, по которому подается газ под давлением, обеспечивающим необходимый напор пламени. Воздух, необходимый для сгорания газа, засасывается в камеру разрежением через отверстия диафрагмы, и смесь подается в форсунку. Жиклер инжекторной горелки 0,12...0,15 мм.

В мастерских, не имеющих городского газоснабжения и не оборудованных централизованным снабжением баллонным газом, применяют индивидуальные газовые или бензиновые аппараты.
Для газовых аппаратов с принудительной (рис. 54) подачей воздуха используют бытовые газовые баллоны с редуктором и регулировочным краном, обеспечивающим низкое давление газа. Воздух подается компрессором или мехами под давлением, необходимым для напора пламени. Для устранения пульсации пламени воздух пропускают через ресивер (сосуд емкостью 5... 10 л)
Все соединения этого аппарата могут быть обе спечены гибкими резиновыми шлангами. Допускается использовать любые двухканальные горелки.

К газовым аппаратам без подачи воздуха подходят такие же бытовые газовые баллоны с краном для регулировки давления, необходимого для напора пламени и инжекторные одноканальные горелки. Соединение баллона с горелкой обеспечивают гибким шлангом высокого давления с надежным соединительным креплением на штуцерах. Все перечисленные газовые горелки обеспечивают температуру нагрева в пределах 1100 °С.
Более высоким температурным режимом (до 1300 °С) обладает бензиновый паяльный аппарат (рис. 55), состоящий из мехов для подачи воздуха, бачка для бензина (газообразователя) и горелки (рис. 56)

Оптимальные отверстия форсунки для выходного потока смеси— 10 мм, жиклера — 0,5 мм. Принцип действия бензоаппарата в следующем: в бачке с бензином под действием давления воздуха, создаваемого мехами, образуются пары бензина и подаются в горелку.
Штуцер газообразователя имеет два канала — входной и выходной, которые категорически нельзя путать, подсоединяя шланги. В случае изменения направления подачи воздуха неизбежен выплеск горящей жидкости из горелки. Бензиновый паяльный аппарат работает на высококачественном бензине, который заливают ниже уровня заливного отверстия.
В качестве огнеупорной основы при пайке используют листовой асбест (асбестовый картон). Стандартные листы асбеста толщиной 5...8 мм пригодны в качестве подкладочного материала.
Для удобства пайки используют различные настольные приспособления, покрытые асбестом, — лёткалы (рис. 57).
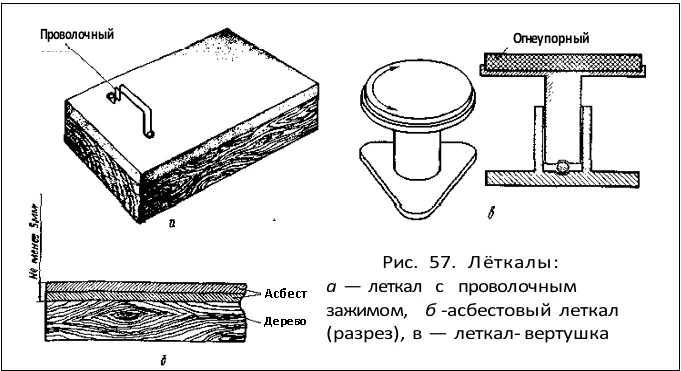
Наиболее распространенный леткал представляет собой деревянный брусок высотой 15...20 мм, на который набивается 1...2 слоя листового асбеста. << Сыпучие >> края асбеста увлажняют и приглаживают, чтобы асбест не засорял драгоценные опилки.
Используют леткал до тех пор, пока поверхность асбеста остается ровной. Затем, когда асбест в результате пропитывания флюсом становится бугристым и непористым, асбестовый слой меняют. Площадь леткалов выбирают произвольно в зависимости от характера работ и размеров изделий (деталей), которые необходимо уложить для пайки.
Для удержания изделий в вертикальном положении пользуются специальными зажимами(рис. 58).

Простейшие проволочные зажимы изготовляют из 1,5...2-миллиметровой стальной проволоки, лучше нихромовон (никелехромовая сталь) прямо па леткале. При изготовлении изделий партиями удобно иметь леткал с множеством проволочных зажимов для проведения данной операции на большом количестве изделий. Если на изделии за один прием есть возможность провести несколько паек с разных сторон, то пользуются вращающимся леткалом. В качестве инструмента во время подготовки изделия к пайке, офлюсовывания, переноса изделий и укладки (установки) на леткале пользуются пружинными стальными пинцетами длиной 120...160 мм. В процессе серийной пайки пинцетом удерживают припой (ленточный или проволочный) в момент пайки.
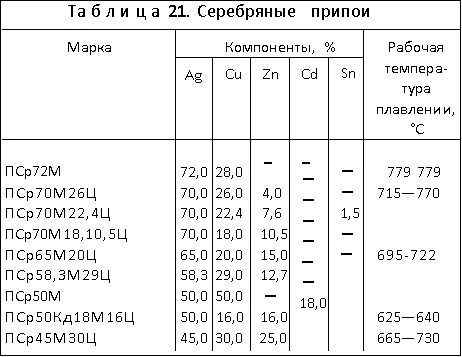
Припоями называют легкоплавкие металлические сплавы, с помощью которых получают неразъемные соединения. По общетехнической терминологии припои классифицируют по температурному режиму на:
особолегкоплавкие(до 145°С);
легкоплавкие(145...450°С);
среднеплавкие(450... 1100°С);
высокоплавкие(1100...1850°С);
тугоплавкие(свыше 1850°С).
Ювелирная терминология определения припоев учитывает только газопламенную пайку (исключая контактную) и делит припои на мягкие, средние и твердые, имея в виду — легкоплавкие, реднеплавкие и тугоплавкие в диапазоне 650...1100 °С.
Припои, используемые для пайки ювелирных украшений, маркируются и учитываются, как и все драгоценные сплавы, по процентному содержанию в них драгоценного металла. Деление припоев на мягкие, средние и твердые весьма условно, для серебряных и золотых сплавов будут разные температурные режимы мягких и твердых припоев. Мягкими припои называют в тех случаях, когда температура плавления припоев значительно ниже температуры плавления основных (спаиваемых) металлов. Припои, температура плавления которых близка к температуре плавления основных металлов, называют твердыми. Все остальные — средние.
Характеристика припоев кроме процентного содержания драгоценного металла и температуры плавления может быть выражена понятиями —цвет, текучесть, пластичность, прочность.
Цветовая характеристика припоя в большей степени относится к золотому, цвет которого должен быть максимально приближен к основному сплаву.
Текучесть припоя — это его способность в расплавленном состоянии растекаться по поверхности (по шву).
Пластичность припоя— возможность деформации паяного шва.
Прочность — возможность паяного шва выдерживать нагрузки на разрыв.
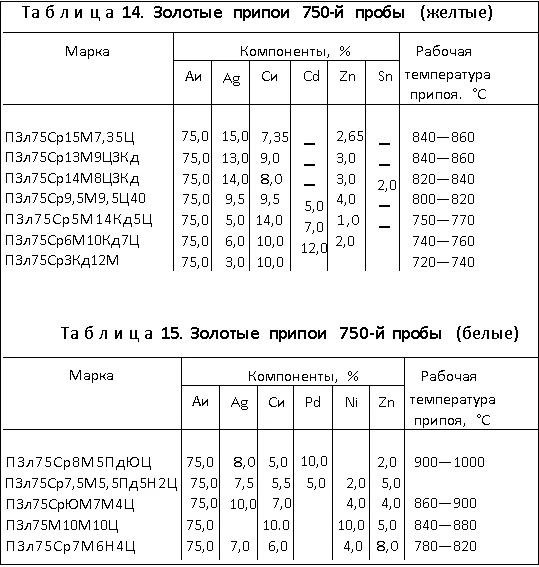
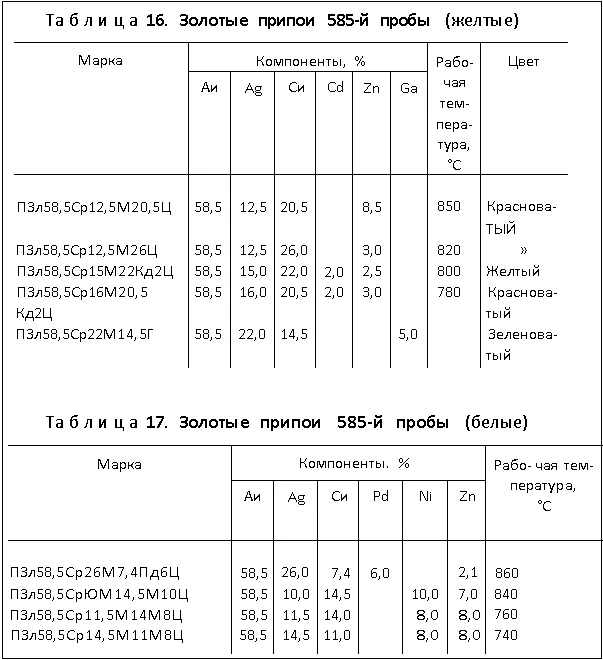
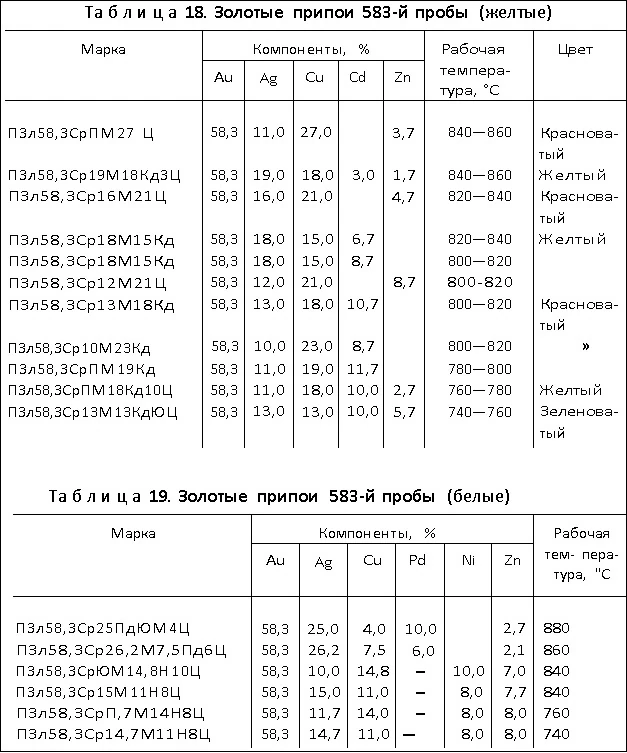
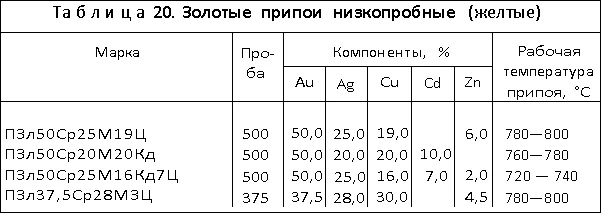
От правильного выбора припоя во многом зависит качество будущего изделия и трудоемкость дальнейшей работы над ним. При выборе припоя учитываются: массы спаиваемых деталей, величина зазора, текучесть, температура плавления и цвет припоя. В золотых изделиях проба припоя должна максимально соответствовать пробе основного металла, чтобы готовое изделие со всеми пайками не превысило разницу в 0,5 % относительно заявленной пробы изделия. Необходимая характеристика золотых припоев для каждой пробы достигается процентным содержанием и соотношением легирующих компонентов. Например, белый цвет припоя достигается содержанием палладия, никеля и циика; легкоплавкость и текучесть — содержанием и соотношением кадмия и цинка и т. д. Цвет золотых припоев делят на желтый и белый (табл. 14...20). Желтый припой — вся гамма желтых оттенков от красновато-желтых до зеленовато-желтых. Белый припойцвета белого золота — применяют для пайки изделий белого цвета и из платины.
Для сохранения спаиваемых поверхностей от окисления, растворения оксидов окислившихся металлов, для очищения поверхностей от загрязнений и обеспечения хорошей смачиваемости припоев при пайке применяют флюсы.
В качестве флюсов для ювелирной пайки используют приготовленные растворы буры и борной кислоты. Выбор флюса зависит от степени окисления сплава, подлежащего пайке. Чем больше активно окисляющихся добавок входит в состав сплава и чем выше их содержание, тем тщательнее нужно относиться к выбору и приготовлению флюса.
Самым универсальным флюсом для пайки золотых изделий служит водный раствор буры с борной кислотой в соотношении 1:1 по объему. Для приготовления флюса 20 г буры и столько же борной кислоты засыпают в 200 мл воды (лучше дистиллированной) , раствор кипятят и охлаждают. Пользоваться этим жидким флюсом очень удобно. Изделия, подготовленные к пайке смачивают флюсом (окунанием или кисточкой), который бла-годаря своему жидкому состоянию легко проникает в зазоры будущего изделия. Буру лучше использовать плавленую.
Жидкий флюс хорошо смачивает поверхность изделия при температуре не ниже комнатной (18...30°С). Если поверхность изделия излишне зажирена, после прогрева его смачивают вторично. Посуду для жидкого флюса лучше использовать алюминиевую или из нержавеющей стали, размеры которой зависят от характера (размеров изделий).
К золотым изделиям с содержанием никеля рекомендуется применять двойное флюсование. Для этого перед тем как нанести буру на место пайки изделие следует прокипятить в густом растворе борной кислоты.
На прокипяченном изделии образуется тонкая плотная пленка, предохраняющая его от окисления. После этого на изделие наносят флюс насыщенного раствора буры — и изделие готово к пайке. Так же как изделия, перед пайкой офлюсовываются и припои.
Для пайки серебряных изделий в качестве флюса используют насыщенный раствор буры. Насыщенный раствор буры представляет собой жидкую кашицу, степень густоты которой поддерживают доливанием воды.
Флюс готовят следующим образом. В сосуд (бурошницу) с порошкообразной бурой наливают воду так, чтобы она покрыла порошок. Затем бурошницу нагревают до полного растворения буры и охлаждают. Охлаждаясь, раствор кристаллизуется, его тщательно перетирают плоской ступкой и заливают водой до образования жидкой кашицы. Избыток воды не страшен, так как раствор довольно быстро расслаивается, выделяя в верхнем слое воду, которую можно слить до необходимого уровня. Степень густоты данного флюса различна — от густой (сметанообразной) до жидкой эмульсии, зависит от характера работы, необходимое состояние флюса регулируется водой. При другом способе приготовления этого же флюса растворенную в воде буру охлаждают до температуры 50...60°С и быстро помешивают стеклянной палочкой — раствор мутнеет и превращается в кашицу. При избытке воды бура выпадает в осадок. Слив лишнюю воду, получают флюс необходимой консистенции. Этот флюс применяют для местного офлюсовывания, нанося кисточкой на место пайки. Посуду под флюс лучше использовать низкую, небольшой емкости, фарфоровую или стеклянную (огнеупорную). Сохраняют флюс под слоем воды, а перед использованием его лишнюю воду сливают.
Флюсы будут хорошо << работать >> только тогда, когда совпадают их температурные режимы, т. е. температура плавления флюса должна быть ниже начала окисления поверхности сплава и иметь хорошую смачиваемость.
Смачиваемость флюсов —это способность растекаться в нагретом состоянии, покрывая поверхность металла тонким слоем глазури. В случаях, когда пайка затруднена по различным причинам —сплав окисляется при температуре ниже 600 °С; оксид плохо растворяется флюсом; недостаточная смачиваемость флюсом и т. д., применяют более активный флюс ПВ 209.
Его состав (%):
борный ангидрит —35;
фтористый калий —42;
тетраборат калия —23.
Флюс действует в широком интервале температур 500...900°С, что позволяет охватить различные серебряные и золотые сплавы. Разводят его водой или глицерином до состояния кашицы и применяют для местного офлюсовывания.
Подготовка изделия к пайке заключается в подгонке (припасовке) деталей друг к другу. Спаиваемые поверхности должны быть параллельно припилены и плотно состыкованы. Стыковка паяемых площадей может быть обеспечена пружинистостью деталей, плотным наложением деталей, стяжкой с помощью вязальной проволоки, зажимными пинцетами и т. д.
Зазор между стыками должен быть плотным настолько, насколько ему позволяет шероховатость припиленных площадей. Если величина зазора будет больше 0,1 или меньше 0,025 мм (соответствует стыку полированных площадей), то прочность спая будет недостаточной.
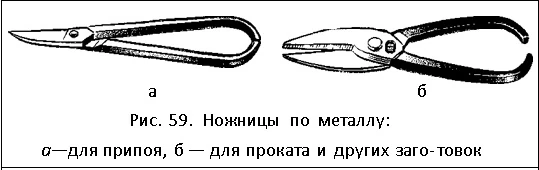
Припой прокатывается до толщины 0,2...0,3 мм и нарезается необходимыми порциями (партийками). При серийной пайке изделий, не требующей точной дозы, нарезается ленточками (палочками). Припой может быть заготовлен в проволоке удобного для пайки сечения. Для подготовки припоя используют специальные ножницы по металлу (рис. 59).
Подготовленное изделие офлюсовывают и размещают на леткалё. Затем пламенем горелки изделие нагревают до высыхания флюса и влажной кисточкой наносят партинку на место пайки. Вместо кисточки для этой цели можно использовать нихромовую, вольфрамовую или титановую иглу. Для переноса припоя на место пайки иглу также смачивают водой. Изделие равномерно нагревается до температуры, близкой к температуре плавления припоя, затем продолжают нагрев места спая до момента растекания припоя.
Пайка должна быть как можно короче по времени. Перегрев отрицательно влияет на металл, а также может увеличить зазор стыка, излишне оплавить края стыкового соединения, металл может вспузыриться, образовав поры, и сделать пайку непригодной. При пайке припоем, заготовленным в виде ленточки или отрезка проволоки, изделие прогревают до температуры расплавления припоя, затем зажатый в пинцете припой подносят к месту пайки и отсекают (расплавляют) на спай необходимую дозу.
Применение при пайке газовых и бензиновых паяльных аппаратов делает эту операцию опасной.
Приступая к пайке, каждый ювелир обязан знать устройство и схему работы применяемых паяльных аппаратов, а также правила пользования ими. Пламя зажженной горелки должно быть направлено только в сторону оборудованного для пайки места, а после окончания работы сразу погашено. Необходимо помнить, что зона воспламенения от направленного под давлением пламени паяльного аппарата — до 50 см.
При замеченной утечке газа работа должна быть немедленно прекращена до устранения неисправности. Начиная работу бензиновым аппаратом, надо убедиться в правильности подключения шлангов к бачку. Если шланги подключены неправильно, поток огненной жидкости, вырывающийся из горелки, может вызвать тяжелые ожоги и пожар. При засорении клапана бачка или горелки подкачку воздуха нужно немедленно прекратить, чтобы избежать взрыва бачка.