
Отбеливание металлов — это процесс травления окисленного поверхностного слоя и удаления остатков флюса. В процессе отжига поверхность ювелирных изделий и их полуфабрикатов покрывается оксидами металлов, а в процессе пайки и расплавленным флюсом с растворенными в нем оксидами. Для удаления оксидов и флюса применяют кислотные растворы — отбелы, состав и концентрация которых зависят от сплава, подлежащего отбеливанию. На время отбеливания изделий влияют температура и концентрация отбелов.
Отбеливающие растворы помещают в ванночки из огнеупорного стекла, фарфора. Ванночки устанавливают на нагревательные приборы, оборудованные защитным кислотоупорным кожухом, а нагревательные приборы размещают в вытяжных шкафах для обеспечения безопасности работы с отбелами.
Отбеливание изделий или деталей ювелирных изделий сопровождается обязательной их промывкой и сушкой, поэтому частью отбеливающего оснащения является промывочный бак (с проточной водой) и сушильный шкаф. Отбеливающие растворы тщательно охраняют от загрязнения и попадания в них инородных металлов, способных испортить отбел и вызвать налет на отбеливающихся изделиях. Категорически запрещается пользоваться для извлечения изделий из отбела стальными пинцетами или погружать в отбел изделия, связанные стальной проволокой.
Для отбеливания в растворе и промывки изделий пользуются специальным сетчатым ковшом, изготовленным из кислотоупорного пластика. Для единичных изделий можно использовать титановые или медные пинцеты, а также проволоку из этих материалов. Изделия из золотых сплавов отбеливают в соляном или серном отбелах. Чаще используют соляной отбел, он активнее растворяет остатки оплавленной буры.
Соляный отбел — это 10 %-ный аствор соляной кислоты. Рабочая температура раствора 60...80°С, продолжительность отбеливания до 3 мин в зависимости от степени окисления и образования остаточного флюса. Хорошо офлюсованные и выдержанные в режиме пайки изделия отбеливаются до блестящего состояния без матового зеленоватого налета. В тех местах, где изделие не имело достаточной смачиваемости флюсом или из-за нарушения температурного режима (по температуре или времени нагрева) флюс достиг состояния разложения, при отбеливании появляется зеленоватый налет, который требует потом дополнительной обработки.
Серный отбел— 10...15 %-ный раствор серной кислоты. Рабочая температура раствора 60...80 °С, продолжительность отбеливания до 80 мин. Серный отбел менее активен, но окисленная поверхность изделий после отбеливания менее плотная и по цвету ближе к естественному цвету сплава. Его чаще применяют для низкопробных сплавов золота, однако золотые изделия могут покрываться бурым налетом, который смывают с помощью щетки в теплой воде.
Серебряные изделия отбеливают в серном 10 %-ном растворе при температуре 60...80 °С. Время отбеливания до 5 мин 15 %-ным соляным отбелом также отбеливают серебряные сплавы при температуре 40 °С в медной посуде или в присутствии меди.
В тех случаях, когда нельзя использовать кислотный отбел, например для изделий с эмалью, пользуются 10 %-ным водным раствором сернокислого кислого калия при температуре 60 °С.
Остывшие после пайки изделия погружают в отбел и после полного растворения остатков флюса и просветления окисленной поверхности изделия промывают в бачке с проточной водой.
Сушат изделия при температуре 100°С в медной или нержавеющей посуде до полного испарения влаги. Сушка изделий в посуде и промывка в бачке с отстойником связана с сохранением драгоценных металлов, которые в виде опилок оседают в полостях, пазухах и щелях изделий и осыпаются в процессе травления, промывки и сушки.
Все отбеливающие растворы обладают разъедающими свойствами, поэтому необходимо избегать попадания растворов на кожу и одежду.
ОПИЛИВАНИЕ
Опиливанием называется обработка поверхности металла режущим инструментом — напильником, с помощью которого снимается слой металла. Опиливание — одна из основных операции, которая применяется на протяжении всего процесса изготовления ювелирных изделий. Полуфабрикаты и ювелирные изделия опиливают для придания формы, выравнивания поверхности выпиливания рельефа, для чистовой обработки форм и т. д. Все виды ювелирного опиливания выполняют напильниками и надфилями. Изготовляют их из инструментальных сталей.
Напильники и надфили рассчитаны на определенный срок службы, по истечении которого они приходят в негодность. И от подготовки инструмента и обращения с ним зависит, будет ли укорочен или удлинен этот срок. Напильники и надфили сохраняются на складах покрытыми антикоррозионной смазкой, которую перед работой необходимо удалить. Сделать это можно, промывая инструмент щеткой в чистом бензине в несколько приемов. Или надо густо натереть насечку мелом, который впитает жир, а затем жесткой щеткой по направлению рядов насечек полностью удалить мел.
С обезжиренной поверхности напильников и надфилей легко будут удаляться щеткой застрявшие опилки, что предохранит инструмент от засаливания. Для сохранения срока службы опиловочного инструмента необходимо следить во время работы за тем, чтобы рабочая часть его не соприкасалась с закаленными металлами, камнями и т. д.
Нельзя опиливать изделия, на поверхности которых есть остатки плавленой буры, так как, обладая высокой твердостью, плавленая бура очень быстро затупляет насечку опиловочного инструмента. При хранении напильников и надфилей в ящиках нужно обеспечить изоляцию их от материалов равной или более высокой твердости, действия кислот и их испарений. Напильники для производства ювелирных изделий классифицируют по размерам, профилю и насечке (рис. 60).

Размеры их 200...270 мм. Обеспечивают все виды опиливания четыре основных профиля — трехгранный, полукруглый, разновыпуклый и плоский.
Т р е х г р а н н ы й напильник—по форме сечения равносторонний треугольник. Насечку имеют все три стороны. Трехгранные напильники применяют для большинства видов наружного опиливания. В ряде случаев, когда при опиливании поверхности ребро напильника оставляет следы на смежных деталях, допускается спиливание насечки с ребра и его полировка.
П о л у к р у г л ы й напильник — по форме сечения сегмент. Имеет насечку на обеих сторонах напильника. Выпуклая сторона служит для опиливания внутренних округлых и вогнутых поверхностей. Плоская грань может быть использована для опиливания наружных поверхностей.
Р а з н о в ы п у к л ы й напильник по форме сечения напоминает двояковыпуклую линзу разных радиусов. Насечку имеют обе стороны. Напильник служит для опиливания внутренних округлых поверхностей, округлых углублений по контуру.
П л о с к и й напильник по форме сечения напоминает низкий прямоугольник, высота которого до 5 мм. Одна из торцевых сторон насечки не имеет. Рабочими являются две противоположные большие грани напильника. Напильник служит для опиливания плоских и боковых поверхностей.
Насечка напильников обозначается номерами — 1,2, 3, 4, 5, 6. С увеличением номера насечки уменьшается величина зуба напильника. Напильники с крупной насечкой (1 и 2) применяются для грубой обработки изделий — придания формы, напильники с насечкой 3, 4 и выше — для выравнивания и чистовой обработки изделий под шабер.
Для работы напильником на его хвостовик насаживают деревянную ручку длиной 70...90 мм. Чтобы насадить ручку на напильник, в ней со стороны шейки по центру сверлят отверстие диаметром 5...6 мм на половину глубины ручки. Затем набивают ручку на хвостовик напильника таким образом, чтобы продольные оси напильника и ручки совпали. При насадке ручки необходимо обращать внимание на то, чтобы между хвостовиком напильника и ручкой не было шелей, в противном случае в щели могут забиваться опилки драгоценных металлов. К специальным напильникам, служащим для более мелких работ, относятся надфили (рис. 61).
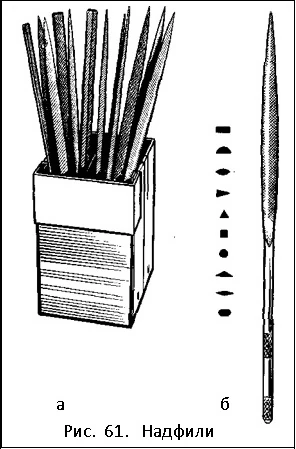
Они отличаются от напильников меньшей площадью сечения. Например, сторона профиля трехгранного надфиля 2,5...4,5 мм, а сторона профиля трехгранного напильника 10...17 мм. Ширина плоского надфиля до 7 мм, напильника до 30 мм. Подобно напильникам надфили классифицируют по размерам, профилю и насечкам. Длина их в пределах 100...200 мм. Наиболее ходовые 200-миллиметровые. У надфилей есть разновидности — игольчатые надфили и рифели.
По профилю надфили делятся на трехгранные, клиновидные, ромбические, плоские, квадратные, полукруглые, разновыпуклые, пазовые, овальные, круглые.
Т р е х г р а н н ы е надфили бывают нескольких видов, их различают по форме сечения и рабочим граням. Все трехгранные надфили — остроносые. Равносторонний трехгранный надфиль имеет три насеченные рабочие грани и три одинаковых (по углу) рабочих ребра. Применяется для обработки небольших наружных поверхностей, для выпиливания угловых всечек, выпиливания и последующей обработки поверхности. Тупоугольные трехгранные надфили по форме сечения представляют Равносторонний тупоугольный треугольник и бывают трехсторонними и односторонними. У трехстороннего три грани и три ребра (два с острыми углами при вершине и один с тупым) являются Рабочими. Применяется для опиливания поверхностей в тех местах, где угол равностороннего надфиля не позволяет произвести опиливание. Односторонний трехгранный надфиль имеет одну (большую) рабочую грань, две другие грани гладкие, используется в тех случаях, когда есть опасение задеть при опиливании смежные детали изделия.
К л и н о в и д н ы е надфили в сечении напоминают форму клина и изготовляются остроносыми. Один вид надфиля имеет две рабочие стороны и острое ребро, оставляющее клиновидную всечку. Другой вид клиновидного надфиля имеет также две рабочие грани, но ребро при остроугольной вершине у него закруглено. Клиновидные надфили применяются для обработки крапанов (отдельных стоек, удерживающих камень), кастов и для пропиливания всечек малых углов. Ромбические надфили в сечении представляют ромб и бывают с различными углами при вершине. Эти надфили изготовляют тупоносыми. Основная рабочая поверхность их—остроугольные ребра. Ромбические надфили служат для обработки всечек с определенным углом расхождения сторон.
П л о с к и е надфили — остроносые и тупоносые — имеют в сечении форму низкого прямоугольника. Все четыре стороны надфиля рабочие. Широкие грани служат для обработки плоских поверхностей, торцевых сторон и т. д., узкие (торцевые) — для пропиливания пазов, обработки прямоугольных люфтов, ппипасования шарнирных соединений.
К в а д р а т н ы е надфили — остроносые, имеют в сечении форму квадрата. Все стороны и углы — рабочие. Надфиль необходим для пропиливания прямоугольных пазов и прямоугольных угловых всечек, для обработки прямоугольных люфтов и шарнирных соединений.
П о л у к р у г л ы е надфили — остроносые, в сечении имеют форму сегмента. Обе стороны (овальная и плоская) с насечкой. Овальная сторона используется для выпиливания и обработки рельефа, опиливания внутренних округлых поверхностей. Плоская сторона используется в тех же случаях, что и грань трехгранного и плоского надфилей.
Р а з н о в ы п у к л ы е надфили — остроносые, по форме сечения, как и напильники, напоминают двояковыпуклую линзу Радиус выпуклости сторон различен. Обе стороны надфили имеют насечку. Надфиль удобен для обработки внутренних поверхностей колец. Вследствие разности закругления ими обрабатывают кольца различных размеров.
П а з о в ы е надфили — остроносые и тупоносые — отличаются от плоских закругленными торцевыми гранями. Пазовый надфиль имеет насечку по всей поверхности. Основными рабочими поверхностями являются закругленные ребра, но используются и плоские стороны. Надфиль служит для пропиливания и обработки пазов, люфтов и других малодоступных для других надфилей участков.
О в а л ь н ы е надфили — остроносые, в сечении имеют форму неправильного овала. Радиус закругления изменяется по всему периметру сечения. Вся поверхность надфиля имеет насечку. Надфиль удобен для обработки круглых, овальных и других отверстий, имеющих закругления.
К р у г л ы е надфили — остроносые, в сечении имеют форму круга. Надфиль имеет насечку по всей окружности. Используется для обработки круглых и овальных отверстий, обработки люфтов и выпиливания рельефа.
И г о л ь ч а т ы е надфили (рис. 62) отличаются от обычных сечением хвостовика и длиной рабочей части.
Сечение хвостовика игольчатого надфиля квадратное — 2X2 мм,
обычного — круглое 3...4 мм.
Длина рабочей части игольчатых надфилей 35..55 мм при общей длине 140 мм.

Рабочая часть игольчатых надфилей имеет различные профили, аналогично обычным. Служат игольчатые надфили для обработки труднодоступных мест изделий — пазов, люфтов, отверстий различных форм. Малые размеры сечения надфилей позволяют обрабатывать боковую поверхность сложных прорезных узоров.
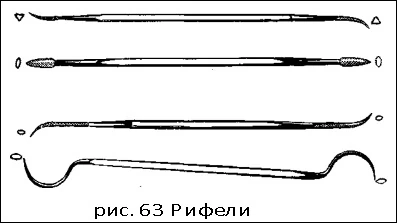
Р и ф е л и (рис. 63) —разновидность надфилей. Подобно игольчатым надфилям они имеют короткую (40 мм) рабочую часть, остальные размеры совпадают с размерами обычных надфилей. Рабочая часть рифелей в отличие от надфилей изогнута. Рифели, как правило, имеют одностороннюю насечку на внешней стороне изгиба. Различаются по кривизне изгиба и профилю рабочей части. Применяются для опиливания вогнутых поверхностей и заправки внутренних поверхностей полых изделий.
Насечка надфилей определяется номерами от 1-го. до 6-го Как и у напильников, с повышением номера уменьшается величина зуба надфиля. Надфили с насечками I и 2 служат для выпиливания рельефа, всечек и т. д., с насечкой 3 — для чистовой заправки паяного соединения и других поверхностей Надфили с насечками 4, 5 и 6 применяются наряду с шабером для выведения мелких рисок и обработки оправ камней (кастов) в процессе закрепки. Насечки игольчатых надфилей и рифелей также различны и применяются в зависимости от нужной чистоты поверхности Для облегчения работы надфилями используют ручки с цанговыми и болтовыми зажимами. Длина ручки 80...90 мм, диаметр в толстой ее части 13...18 мм.
Ювелирное опиливание в принципе отличается от всех видов слесарного опиливания. Специфика производства ювелирных изделий — размеры, формы, конструкция изделий и деталей, используемые материалы, сохранность и сбор металлических отходов — полностью исключает возможность применения стационарных тисков. Для определения внешних размеров, правильности форм, плоскости и кривизны поверхности не пользуются лекалами и другим контрольным инструментом. Контроль осуществляется визуально.
Ювелиры выполняют опиливание, сидя за рабочим верстаком. В ячейку верстака вмонтирован упор-финагель, к котором; прижимают изделие. В большинстве случаев изделие во время обработки держат в руке, прижимая к финагелю пальцами Если детали трудно удерживать в руке, при опиливании пользуются плоскогубцами (рис. 64), круглогубцами.

ювелирнымы тисочками (рис. 65) — металлическими и деревянными, но так чтобы они не оставляли неисправимых дефектов на деталях.

При опиливании деталей, которые по различным причинам не могут быть зажаты инструментом и в руке, используют деревянные приспособления в виде стержней. Если детали имеет отверстие, то она насаживается на подогнанный конец деревянного стержня, в противном случае деталь может вжиматься в торец стержня и удерживаться таким образом.
При опиливании драгоценных металлов нельзя применять инструмент и приспособления, изготовленные с использованием цветных металлов и несгорающих материалов, ввиду сложности извлечения их из опилок. В процессе опиливания локти обеих рук находятся в свободном состоянии, лишь в некоторых случаях локоть руки, держащей изделие, опирается на край ячейки верстака. Однако в любом случае держащая изделие рука прижимает его к финагелю. Напильник или надфиль в другой руке опиливая изделие, подстраховывается финагелем, частично опираясь на него. В том случае, когда надфиль вынужден страховаться большим пальцем держащей изделие руки, на палец надевается кожаный чехол.
Наряду с ручным применяют механическое опиливание, при помощи которого обрабатывают труднодоступные участки изделий, пазовые вырезы, внутренние поверхности полых изделий.
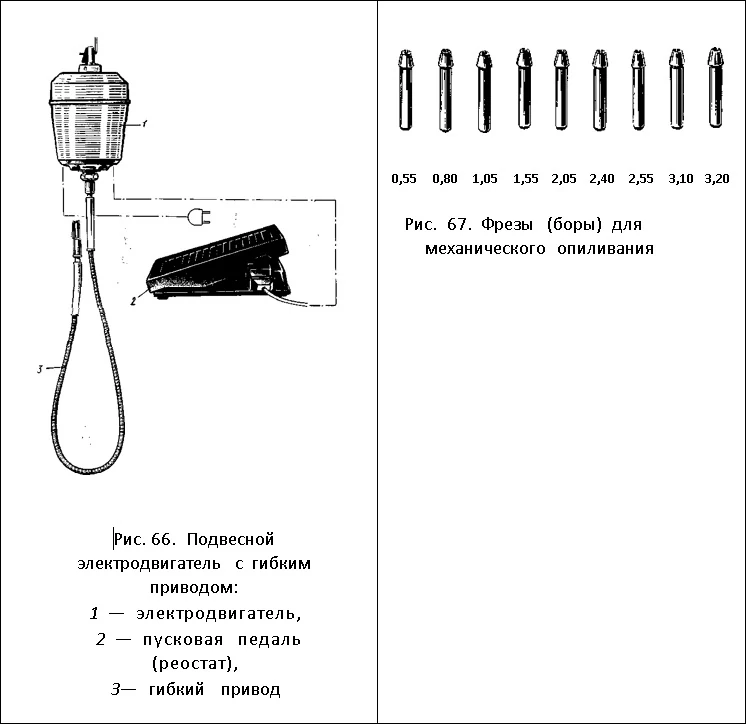
Для механического опиливания применяют электромоторы с гибким приводом (рис. 66) и набор боров — фрез (рис. 67), которые крепятся посредством наконечников-манипуляторов (рис. 68).

Используют настольные и подвесные бормашины мощностью не менее 60 Вт и частотой вращения не менее 3500 об/мин. Двигатели, частота вращения которых находится в пределах 3500... 1200 об/мин, могут использоваться для механического опиливания ювелирных изделий, двигатели, скорость которых выше 12 000 об/мин, могут приводить к перегреву изделия и фрезы. Предпочтительней подвесные электродвигатели
Мощностью 75...100 Вт и частотой вращения 3600...10 000 об/мин с гибким приводом (валом) и наконечником (манипулятором), многоцелевые нагрузки которых рассчитаны до 30 000 об/мин. Универсальные наконечники с цанговым зажимом фрезы наиболее удобны, так как могут быть использованы не только для зажима фрез, но и сверл, шлифовальных насадок и т. д. Таким образом диапазон применения бормашины значительно расширяется.
Фрезы для бормашины самые разнообразные по форме и размерам режущих головок. Размеры режущих головок в полном наборе от 1 до 10 мм в диаметре. Посадочный стержень двух типов — 2,35 и 3,00 мм.
ВЫПИЛИВАНИЕ ЛОБЗИКОМ
Выпиливание лобзиком — одна из самых сложных и ответственных операций индивидуального изготовления ювелирных изделий. Сущность выпиливания лобзиком заключается в удалении фоновых частей (фона), детали или рисунка, после чего остается сложная конструкция или ажурный орнамент.
Л о б з и к (рис. 69) представляет собой небольшого размера станок (типа ножовочного) для натяжения режущей пилки.
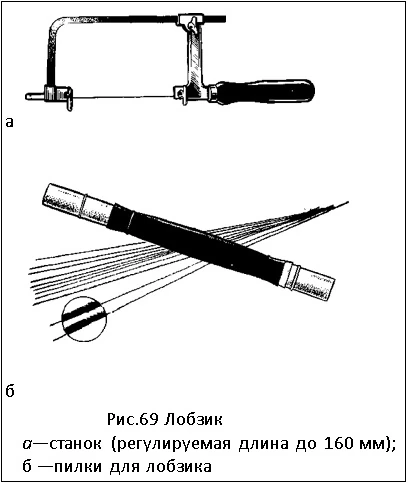
Конструкция лобзика позволяет регулировать и фиксировать его размеры по длине, что дает возможность закреплять сломанные пилки и использовать их с максимальной экономичностью. Зажимные щечки лобзика имеют зубчатую рабочую поверхность для надежного захвата концов пилки и удержания ее в натяжении. Зажатие пилки производится с помощью болта (барашка).
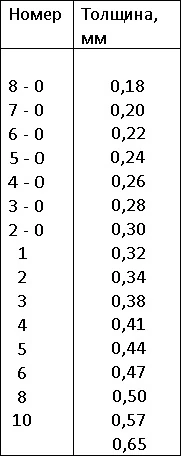
Пилки для лобзика — это закаленная проволока прямоугольного сечения, на рабочей грани которой имеются наклонно-зубчатые и асечки. Пилки различают по размерам их сечений и величине зубьев. С уменьшением толщины и высоты пилок уменьшаются размеры их зубьев. Лобзиковые пилки по металлу обозначаются номером, которому соответствует определенная ширина полотна. Изменение ширины полотна влечет пропорциональное изменение величины зуба, поэтому размер пилки выбирают по ширине.
Нумерация пилок зарубежных фирм изменяется в диапазоне от 8 до 10. Соответствие ширины номеру пилки у всех зарубежных фирм одинаково при постоянной длине 130 мм. Лобзик рассчитан на работу в вертикальном положении (Ручкой вниз), поэтому пилка закрепляется направлением режущих зубьев в сторону ручки (вниз). Пилка, находясь в рабочем состоянии, должна быть умеренно натянута. Слабое натяжение не сможет обеспечить точного пропила (по разметке). Излишне сильное натяжение при малейшем перекосе в прорези вызывает излом пилки, что мешает маневрированию при выпиливании криволинейных прорезей на малых участках.
таблица номера и толщины пилки лобзика
Натяжение пилки считается нормальным, если при упругом нажатии сбоку на середину пилки отклонение ее от оси составит около 3 мм. Заготовка должна опираться на горизонтальную сторону финагеля и придерживаться левой рукой. Для выпиливания узора изделие просверливают, места сверления располагают в тех частях рисунка, которые будут удалены. Диаметр отверстия выбирают, таким, чтобы пилка свободно проходила в него.
Пропиливая узор, следует сохранять заданный угол пропила; при его изменении пилку заклинивает и она ломается. Пилка должна двигаться легко даже при изменении направления пропила, для этого ее периодически смазывают воском.
Изготовление ювелирных изделий не обходится без выпиливания лобзиком. Наряду с выпиливанием ажурных узоров им выполняют еще ряд операций, таких, как вырезание гнезд для камней, пропиливание всечек, распиливание деталей по разметке, подчистка узоров в труднодоступных местах. Малые размеры ювелирных изделий, сложность их конфигурации заставляют ювелира работать лобзиком на опасном расстоянии пилки от пальцев, поэтому ювелир при выпиливании должен быть предельно внимательным. Не следует прилагать усилий в местах возможного срыва пилки в сторону пальцев, пытаться высвободить заклинившую пилку силой или направлять пилку на разметку пальцем.