
Формулы для расчета диаметра малого основания по размеру камня (диаметру верхнего основания) относительно толщины и ширины проката приведены в табл. 22.
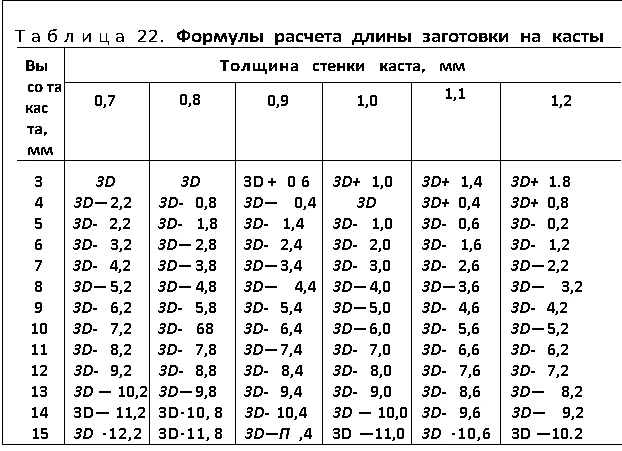
Для примера рассчитаем по формуле, приведенной в табл.22, длину заготовки на тот же каст:
Диаметром- 10 мм,
Высотой- 9 мм,
толщиной стенки- 0,8 мм:
3D — 5,8 = 3- 10 — 5,8= 24,2 мм
Обычно высота каста увеличивается с увеличением его диаметра, постоянная высота каста бывает только у стандартных камней: Так, высота 10-миллиметрового каста может быть от 6 до 9 мм, а в некоторых случаях и больше. Однако безгранично расти высота каста тоже не может, и даже у камней диаметром более 20 мм высота каста редко превышает 15 мм.
Заготовку на каст (рис. 81, а) сворачивают в кольцо (рис. 81, б) и фугуют круглогубцами. Сфугованную заготовку (рис. 81, в) спаивают по фуге.

После отбеливания приступают к расколачиванию на шпераке. Располагают шперак коническим рогом от себя и на него до упора надевают цилиндрическую заготовку (см. рис. 79). Расколачивают заготовку металлическим молотком, пальцами вращая заготовку и расклепывая ее стенки по окружности ближнего к себе (к утолщению рога) края. По мере расклепывания каст глубже садится на рог и все большая площадь захватывается молотком для удара. Вращая каст по окружности и равномерно распределяя удары, следят за тем, чтобы каст принимал ровную конусность, стенки нижнего (малого) основания при этом почти не расклепывают, их правят до образования окружности. В процессе расколачивания каст меряют по камню, и когда размер каста приблизится к норме для точного определения, верхнее основание запиливают напильником и камень накладывают на каст.
Диаметр камня должен быть меньше наружного диаметра каста и больше внутреннего, так чтобы для закрепки камня оставалось 0,4...0,5 мм стенки. После расколачивания каст отжигают (иногда отжиг проводят в процессе расколачивания) и обрабатывают.
Нижнее основание каста запиливают напильником параллельно верхнему и перпендикулярно оси, а снаружи каст опиливают, выравнивая забоины и другие дефекты. Крупные касты опиливают в руках, а мелкие насаживают на деревянные цигалки (стержни). Если каст запланирован гладким, без прорезного (ажурного) узора, то после опиливания изготовление круглого каста считают законченным.
Ажурный каст для глухой закрепки камня (рис. 82) имеет сквозной, прорезной узор. В заготовке отличается от гладкого каста тем, что высоту припускают на 1,0 мм больше.
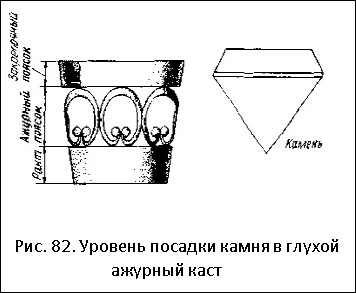
Для получения ажурного каста сначала изготовляют гладкий. Таким образом, гладкий каст является полуфабрикатом ажурного. Процесс изготовления ажурного каста из гладкого начинается с разметки.
Опиленный каст циркулем размечают по высоте на три пояса:
1-верхний — з а к р е п о ч н ы й ,
2-нижний — р а н т и,
3-средний — а ж у р н ы й .
Высота закрепочного пояска зависит от высоты рундиста камня (hp) и высоты бортика — припуска для захвата (закрепки) камня.
Обычно высота обработанного закрепочного пояска равна hp + 1,5 мм,
с увеличением размера камней—hp + 2,0 мм.
Бортик оставляют 0,5...1,0 мм, нижняя часть пояска образует карниз (упор) для камня. Высота ранта диктуется видом украшения.
Для колец, например, высота его от 2 до 4 мм, в редких случаях больше, что зависит от диаметра каста и размера кольца (чем больше диаметр каста и меньше размер кольца, тем выше должен быть рант). Диктуется это тем, что в собранном виде в кольце нижняя часть каста выпиливается сегментом по диаметру кольца. Чем больше размер каста и чем меньше размер кольца, тем глубже делается вырез в нижней части каста.
Для остальных изделий рант может быть от 1,5 до 2,5 мм.
Высота ажурного пояска ограничивается закрепочным пояском и
рантом. Разметив каст по высоте, приступают к вычерчиванию узорана ажурном
пояске (рис. 83, а).

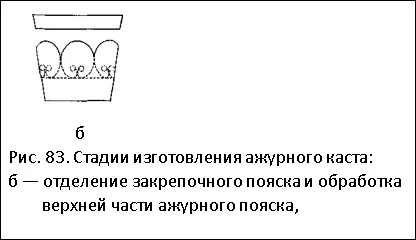
Четко вычерченный контур рисунка облегчает вырезание узора. Весь узор каста вырезают лобзиком и, где возможно, обрабатывают надфилями. Участки, которые по условию рисунка должны быть вырезаны, предварительно засверливают, если они замкнуты элементами узора. Участки, прилегающие к ранту или закрепочному пояску, не засверливаются. Для удобства вырезания и обработки узора каст расчленяют по пояскам. Вначале лобзиком отрезают закрепочный поясок (рис. 83, б).
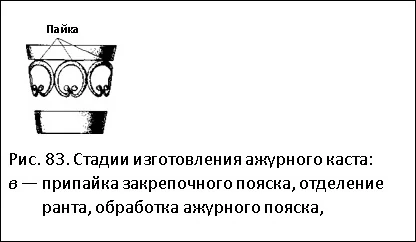
Открытые участки, подлежащие вырезанию, на ажурном пояске удаляют, внешний контур рисунка обрабатывают начисто и шабруют. Затем закрепочный поясок припаивают и отрезают рант (рис. 83, в).
Дальнейшее вырезание узора — удаление участков замкнутых и прилегающих к ранту —производят после отрезания ранта. Наружный контур узора обрабатывают, шабруют и после этого припаивают рант (рис. 83, г).

Спаивая расчлененный каст, следят за тем, чтобы пояски полностью совместились, иначе придется опиливать каст повторно, после чего стенки могут оказаться тонкими. Внутренний контур узора удобнее обрабатывать после полной сборки каста. В отличие от высоких кастов, рассчитанных по полной высоте камня, существуют низкие глухие касты, которые изготавливают для камней с плоским основанием. Низкий глухой каст (рис. 84) является практически закрепочным пояском.
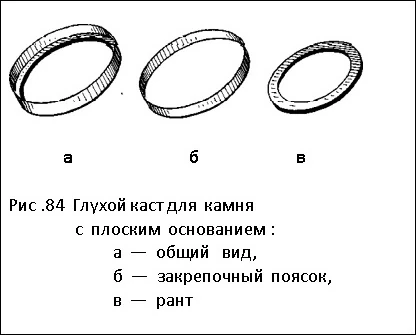
Высота его определяется так же, как высота закрепочного пояска ажурного каста. В низкие касты вставляют камни без шипа — кабошоны, таблицы, геммы и др. Основой (карнизом) высоких и низких кастов служит плоский, припаянный снизу рант, на который плотно садится плоское основание камня. В отличие от других глухих кастов низкий глухой каст делают цилиндрическим, рассчитывая длину заготовки по формуле расчета заготовки на обручальное кольцо. Убедившись, что размер каста совпадает с размером камня (в дан-ном случае камень должен плотно входить внутрь каста), нижнее основание выравнивают напильником и припаивают к пластине (будущему ранту) толщиной 0,8...1,0 мм.
Пластину выбирают таких размеров, чтобы оправа полностью уместилась на ней, а толщина ее обеспечивала жесткость каста в зависимости от его размеров. Напаянный на пластину каст опиливают по внешнему (чистовому) размеру, затем вырезают центральную часть пластины (донышко), оставляя внутренний рант 1,0.. 1,5 мм. Ширина ранта (карниза) определяется величиной и характеристикой камня. Если условиями образца не предусмотрены дополнительные элементы, например нижний рант или дикель, то после заправки внутреннего ранта изнутри каст можно считать готовым.
Крапановые касты круглой формы. Обычный крапановый каст (рис. 85) можно разделить на две части — верхнюю и нижнюю.

Верхняя часть— крапановая — состоит из крапанов (стоек), которые при определенном расположении могут удержать камень, и люфтов — прорезей или вырезов, образованных крапанами. Нижняя часть крапанового каста — оконная — может быть рассмотрена как решетка, состоящая из ряда шипов против каждого люфта, соединенных рантом. Выпиленные шипы, или боканы, в сочетании с припаянным снизу рантом образуют просветы (окна), ряд которых создает впечатление решетки. По сравнению с глухими кастами толшина крапановых делается больше, в связи с тем что конструкция каста ослаблена люфтами.
Крапановые касты при толщине стенки до 1,2 мм считаются тонкостенными, свыше 1,2 мм — толстостенными. Расчет заготовки крапанового каста аналогичен расчету заготовки глухого каста. Далее спаянный и расколоченный на конус каст размечают на крапановую и оконную части.
В большинстве случаев крапановая часть занимает 2/з, а оконная —1/з всей высоты каста. Окружность крапановой части делят на число крапанов — их чаще всего 4, 6, 8; число крапанов и их ширина зависят от величины и образца каста. Определяют ширину крапанов, а свободные участки между ними (люфт) вырезают; форма люфта также определяется образцом. Люфт выравнивают и обрабатывают бормашиной или надфилями. Затем с противоположной стороны, на нижней части каста против каждого крапана надфилями запиливают глубокую всечку до начала образования сквозной прорези. Образованные боканы выравнивают и заправляют шабером (шабруют).
Под нижнее основание подводят конический рант, рассчитанный по внутреннему диаметру нижнего основания; толщина стенки ранта 0,8-1,0 мм, а высота его зависит от величины и назначения (для кольца, серег, броши и т. д.) каста. Подогнанный рант привязывают к нижнему основанию каста вязальной проволокой (биндрой) так, чтобы все шипы плотно касались ранта.
В качестве вязальной используют нихромовую проволоку, которую не смачивают припоем. Если какой-либо из шипов висит, то все остальные припиливают до его размера. Припаивают каждый шип отдельно мелко нарезанными партийками (порциями) припоя.
После сборки и отбеливания каста рант заправляют мелким надфилем и шабером. На (рис. 86) приведены основные виды крапановых кастов. К разряду тонкостенных кастов относятся крапановые ажурные касты и касты с напайными крапанами.

От обычных они отличаются тем, что в промежутках между крапанами (в люфтах) имеют прорезной узор. Изготовление их мало чем отличается от изготовления после расколачивания гладкой заготовки и разметки на нем узора, но крапановый ажурный каст расчленяется не на три пояска, а на два — на рант и собственно каст. Вырезание внешнего контура узора начинают снизу, со стороны ранта, затем через просверленные отверстия лобзиком вырезают внутренний, замкнутый контур узора. После обработки внешнего контура узора рант припаивают на прежнее место, а вырезание продолжают с противоположной стороны сверху. Сначала вырезают определенной длины крапаны, а потом верхний внешний контур узора. Каст с напайными крапанами изготовляется несколько иначе: отдельно делают основу каста и крапаны, а потом их собирают. Основу делают, как правило, в виде невысокого гладкого каста, чаще конического, но иногда и цилиндрического. В любом случае размер основы должен быть меньше диаметра камня. А так как основа делается из проката 0,8...0,9 мм, внешний диаметр основы и диаметр камня почти совпадают. Если по образцу камень должен лежать на основе, то заготовка для крапана берется толщиной 0,7...0,8 мм, если камень должен крепиться в крапанах, не касаясь основы, — крапаны делают из заготовк толщиной 0,9... 1,0 мм. От этого зависит длина (высота) крапанов.
Чаще всего напайные крапаны держат камень с четырех сторон, поэтому крапаны делаются шире обычных или V-образной формы. Крапаны напаивают на основу каста, сохраняя симметричность расположения. Достигается это последовательной пайкой противолежащих крапанов. Общая высота собранного крапанового каста с напайными крапанами соответствует высоте обычного. Обработка каста заключается в выравнивании крапанов по высоте, запиливании нижнего основания заподлицо с крапанами и заправке припоя.
Толстостенные касты в изготовлении более трудоемки, но более эффектны. Один из ярких представителей таких кастов носит название << серебристый >>(рис. 87).
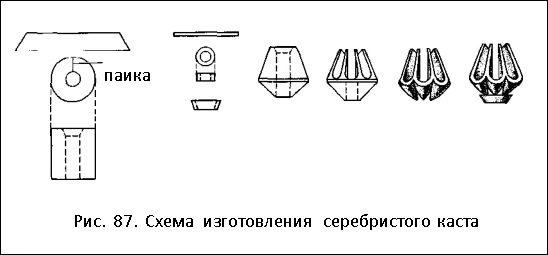
Это традиционный русский каст; изготовляется в основном под бриллианты из драгоценных металлов белого цвета — белого золота, платины, серебра, откуда и получил свое название. Толщина проката для серебристых кастов колеблется от 1,5 до 3,0 мм и увеличивается с увеличением размера камня. Прокат толщиной 1,5 мм используют для камней диаметром до 5 мм. Концы заготовки запиливают под углом 45°, металл перед гибкой хорошо отжигают и с помощью круглогубцев и металлического молотка изгибают в кольцо. Заготовку фугуют проколачиваением в коническом отверстии проколотки до образования внутреннего отверстия заготовки на 1,5...2,0 мм меньше размера камня. Затем фугу пропаивают. Со стороны верхнего основания каста сверлом или бором выбирают гнездо под камень нужного размера. Далее заготовку размечают на крапановую ( 2/з высоты) и оконную части. Нижним основанием заготовку жестко укрепляют в специальных держателях, для чего используют цангодержатель c набором разжимных цанг или просто припаивают оловом к торцу металлической трубки. Всю крапановую часть опиливают грубым напильником на конус до раззенкованного отверстия, оставляя вокруг него поясок не более 1 мм. Окружность крапановой части делят на количество частей, равное количеству крапанов (6 или 8), определяют ширину крапана и приступают к вырезанию люфтов.
Люфты выбирают фрезами бормашины или лобзиком, постепенно углубляя каждую противолежащую пару. Люфт делают на глубину всего крапанового конуса, причем при вырезании люфтов следят за тем, чтобы не срезалась внутренняя часть крапанов, иначе увеличится в диаметре внутреннее отверстие каста. Обработку крапанов и люфтов производят фрезами бормашины соответствующего профиля, а окончательную заправку шабером.
Затем следует обработка нижней части каста, для чего заготовку укрепляют крапановой частью на деревянном держателе (коническом стержне). Нижнюю часть каста тоже опиливают на конус до внутреннего отверстия и на конической поверхности против каждого крапана делают трехгранным напильником или надфилем глубокие всечки. На выходе всечки образуют сквозные прорези (окна), а в широкой части просекают каст до крапана, тем самым выделяя люфты в виде лепестков. Потом опиливают боканы до получения округлой формы и шабруют.
Рант для каста делают коническим, рассчитывают его по внутреннему диаметру каста; толщина заготовки 0,8...1,0 мм, высота 2...2,5 мм. После припайки ранта к оправе каст заправляют надфилем и шабруют.
Касты других форм
Оправа — это средство удержания камня, и в большинстве случаев она копирует его форму. Хотя принцип удержания камня в оправах различных форм одинаков. Технология изготовления кастов для камней различной формы не всегда совпадает. При индивидуальном изготовлении изделий принцип выбора оправы для камней различного контура одинаков. Для прозрачных камней, ограненных полной огранкой, делается высокий конический каст, если он имеет самостоятельное значение (является основным украшающим элементом).
Если же каст готовится для вмонтирования в верхушку, то его делают минимальным по высоте из расчета, что нижняя часть камня будет находиться в полости верхушки. Если задача художника или мастера максимально показать красоту камня, его форму и огранку, то каст делают крапановым с максимально тонкими крапанами. Если цель авторов скрыть некоторую погрешность формы, дефекты по рундисту, предохранить камень из<< мягкого >> или << хрупкого >> материала от разрушения, или придать за счет оправы эффект большего размера, то оправу делают глухой.
Для камней с плоским основанием, кабошонов, таблиц делают низкие касты с опорным рантом. Если художественный замысел предусматривает высокую посадку камня с плоским основанием, то опорный рант каста размещают на более высоком уровне.
Оправу под камни с выпуклым основанием (жемчуг, коралл) делают вогнутой по форме вставки, обрамлением и опорой служит сам ложемент (ячейка), а средством крепления чаще всего впаянный в оправу штифт.
Овальные касты — по технологии изготовления очень близки к круглым, даже расчеты заготовки производят на равнозначный овальному круглый каст. Но если овал определяется малой и большой осью, то диаметр равнозначного круга — средней арифметической величиной данных осей. Процессы изготовления овального и круглого кастов совпадают до момента опиливания после расколачивания.
Расколоченный до нужного размера каст круглой формы отжигают и легкими ударами молотка сплющивают с боков до необходимого размера по ширине (малой оси). Сплющивание рекомендуется производить со стороны фуги. Затем правильность овала по камню и точный размер подгоняют на шпераке, выравнивают верхнее и нижнее основания и после этого каст опиливают. Вся дальнейшая обработка каста, глухой ли он или крапановый, гладкий или ажурный, совпадает. Расчетную ширину проката для овального каста необходимо взять на 1,0...2,0 мм (в зависимости от размеров камня), больше, чем для круглого, так как после сжатия с боков конуса верхнее и нижнее основания получат изгиб вдоль большой оси.
Для выравнивания оснований необходимо спилить напильником по 0,5...1,0 мм с каждой стороны.
Касты формы << капля >>— имеют несложный, но отличный от вышеописанных форм процесс изготовления. Толщина заготовки для этих кастов определяется, как и для круглых, в зависимости от величины вида каста (глухой или крапановый), а также характеристики камня. Ширина заготовки (высота камня) берется, как и для всех других форм, в зависимости от высоты камня, длина же ее определяется длиной контура камня. Практически длину заготовки определяют, сгибая ее по форме камня, как бы обтягивая его, при этом фуга должна находиться против острой части (хвоста) камня. Гибку осуществляют с помощью круглогубцев, зажимая ими середину заготовки, если же размер камня в утолщенной его части превышает диаметр круглогубцев, то заготовку сгибают на ригеле соответствующего диаметра. Подогнав таким образом длину заготовки под размер камня, получают неспаянный каст с вертикальными стенками.
Чтобы каст получился обуженным книзу, концы заготовки обрезают снизу под углом примерно 30°. Если такую заготовку представить в развернутом виде, то она будет в форме трапеции, верхнее основание которой равно длине контура камня, а нижнее—короче верхнего на расстояние, срезанное под углом 30°. Концы заготовки с внутренней стороны запиливают под острым углом и сфуговывают по форме камня. Для полного плотного прилегания концов и получения качественной фуги каст связывают биндрой, а соединение пропаивают.
В результате запиливания концов заготовки размер каста относительно камня уменьшается, поэтому для подгонки размера каста и получения наклонной (с расширением кверху) стенки в широкой его части широкую часть каста расколачивают на шпераке до размера камня. Дальнейшая обработка данного каста проходит аналогично обработке круглых, в зависимости от того, каким в итоге должен получиться каст — глухим или крапановый, гладким или ажурным и т. д.
Процесс изготовления каста формы << маркиза >> близок к предыдущему. Толщину и ширину заготовки выбирают по тому же принципу. Каст состоит из двух боковых половинок, спаянных между собой. Длина одной половинки каста равна длине дуги половины камня и практически определяется непосредственно по камню. Длину заготовки берут с небольшим запасом в расчете на то, что при припиливании половинок друг к другу размер каста уменьшится. Отрезав заготовки и изогнув прокат дугой, равной радиусу дуги камня, получают две половинки каста, которые при совмещении образуют вертикальные стенки. Чтобы стенки получились наклонными, сужающимися к низу, концы половинок каста обрезают под углом 30° подобно тому, как это было описано выше. Концы дугообразных половинок со стороны совмещения запиливают на плоскость, контролируя размер совмещенных половинок камнем. Убедившись в плотности прилегания концов совмещенных половинок, каст связывают биндрой и запаивают. Дальнейшая обработка' подобна обработке кастов круглой формы. После основной обработки каста, независимо от его вида, наружные острые углы, особенно в нижней части, слегка закругляют.
Начальный процесс изготовления прямоугольных кастов выглядит несколько иначе. Исходным размером для расчета длины заготовки является периметр камня. Как и другие высокие касты, прямоугольные должны быть обужены книзу, поэтому и длина заготовки берется меньшего размера, чем сумма сторон каста.
Аналогично круглым кастам длина заготовки для прямоугольных кастов зависит от разницы между верхним и нижним основанием, которая увеличивается с увеличением высоты каста.
Для кастов средней высоты(6...8 мм) длина заготовки будет на 4 мм короче периметра камня, а значит, каждая сторона каста на 1 мм короче стороны камня. На прокате определенной толщины и ширины, циркулем отмечают линии сгиба, т. е. будущие стороны каста. Отмеченные на месте сгиба риски высекают четырехгранным надфилем приблизительно на половину толщины проката и по всечкам заготовку сгибают под прямым углом, получая прямоугольный каст с вертикальными стенками. Каст плотно сфуговывают, если необходимо, связывают и пропаивают. В первую очередь пропаивают фугу, а затем каждую всечку. Спаянный каст после отбеливания и промывки просматривают, чтобы во внутренних углах его не осталось остатков буры. Если в углах каста обнаруживают натеки припоя, то углы заправляют надфилем. После этого стороны каста расколачивают на прямоугольном роге шперака под размер камня, последовательно по две противолежащие стороны. На этом общая часть процесса изготовления прямоугольных кастов заканчивается. Дальнейшая обработка зависит от вида каста.
При изготовлении прямоугольных кастов с усеченными углами всечек в местах сгиба не делают, поэтому длина заготовки берется меньшей, чем в обычных кастах. Гибку сторон под прямым углом производят плоскогубцами, а фугу располагают не на углу, как у обычного, а на стороне каста. После пайки каста стороны его расколачивают на шпераке в той же последовательности, не доводя углы до заострения. В момент, когда каст еще не достиг размеров камня, на кончике того же рога шперака расколачивают углы каста, подгоняя ширину среза угла и общий размер каста под камень.
Производительные методы изготовления кастов. Для облегчения труда рабочих при производстве ювелирных украшений со стандартными камнями и выпуске изделий значительными Партиями при изготовлении кастов применяются штампованные полуфабрикаты, специальные приспособления для фуговки и расколотки кастов. Штампованные полуфабрикаты бывают в виде галерки —нарубленной штампом по определенному размеру гладкой ленты и ленты с вырубленными узорами для глухих и крапановых кастов; гладких конических кастов, полученных путем пробивки и вытяжки; серебристых кастов, имитирующих толстостенные и полученные путем выруоки, прооивки, вытяжки и гибки, и др. Изготовляют касты из штампованной галерки гладкой и ажурной для глухих и крапановых кастов следующим образом. Галерки с предварительно запиленными концами сфуговывают в специальном приспособлении. Приспособление представляет собой металлическую плиту с двумя подвижными щечками (ползунками), которые с помощью ручек приводятся в движение и и прижимают (оборачивают) галерку вокруг стержня, имеющего форму и размеры внутреннего диаметра каста в нерасколоченном состоянии. Затем касты пропаивают по фуге. Во время серийной пайки касты целесообразно размещать на леткале в ряд или в несколько рядов и пользоваться припоем, нарезанным полосками (палочками), отсекая от них нужное количество на прогретый до температуры пайки каст.
Отбеливание, промывку и сушку также проводят массовым порядком, после чего касты расколачивают.
Для расколачивания кастов применяют специальные пуансоны (расколотки) — стержни с рабочей частью по форме камня, суживающейся книзу под углом 20°. После расколачивания такой расколоткой каст приобретает форму и размеры заданного для него камня, поверхность же каста остается в лучшем состоянии, чем при расколачивании на шпераке, и подлежит лишь легкой заправке. Цельноштампованные полуфабрикаты в виде гладких глухих кастов на всей поверхности в результате вытяжки имеют вертикальные риски, а потому подлежат опиливанию.
Штампованные крапановые касты (серебристые), полученные для монтировки, заправляют надфилем и шабером, после чего к ним изготовляют ранты. При массовой сборке кастов с рантами можно пользоваться напиленным (типа филигранного) припоем. Собранные касты в нижней части заправляют надфилем и шабером. Касты, полученные литьем по выплавляемым моделям, могут иметь сложнейшую конструкцию и имитировать любую ручную работу — ажурную, наборную и др. И если по образцу каст должен быть с рантом, то литейный полуфабрикат (каст) идет прямо с рантом. Литые касты, как и штампованные, подлежат заправке.