
Сверлением называется выполнение сквозных отверстий с помощью режущего инструмента — сверла. Сверление относится к виду обработки резанием. Увеличение отверстий с помощью сверла называется рассверливанием, а выполнение несквозного отверстия — засверливанием.
Сверление — операция, часто применяемая при изготовлении ювелирных изделий. Спецификой является то, что материал, подлежащий сверлению (золото, серебро и т. д.), мягок, толщина просверливаемого материала колеблется от 0,5 до 2,0 мм, а диаметры отверстий — от 0,5 до 1,5 мм (иногда до 2...3 мм) и что изделия и детали сверлятся незакрепленными. Производится сверление на сверлильных станках, бормашиной или вручную — ручной ювелирной дрелью, сверлом, зажатым в ювелирных тисочках или в цангодержателе. Инструмент для сверления металлов — сверло (рис. 70), состоит из рабочей части и хвостовика.

Рабочая часть, в свою очередь, состоит из двух частей — режущей и цилиндрической.
Сверла, имеющие рабочую часть с винтовой канавкой, называются спиральными. Режущую часть представляет конус, имеющий две режущие кромки, которые сходятся на середине сверла. Угол конуса, образованный режущими кромками, называется углом заточки сверла. Угол заточки должен обеспечивать правильную работу сверла. Для золотых и серебряных сплавов, платины и других металлов, близких к ним по твердости, угол заточки сверла 125...140°. На цилиндрическом участке рабочей части есть две винтовые канавки, расположенные одна против другой. Назначение их —отводить стружку из просверливаемого отверстия во время работы сверла. Канавки имеют специальный профиль, обеспечивающий правильное образование режущих кромок и достаточное пространство для прохождения стружки. Хвостовик служит для закрепления сверла в патроне шпинделя. У ювелирных сверл малого диаметра хвостовики изготовляются утолщенными, это уменьшает биение сверла при работе и облегчает закрепление его в патроне. Точность (качество выполняемого отверстия) и срок службы сверла зависят: от заточки и правильности закрепления сверла, правильности установки изделия, режима работы и состояния станка. Ювелирный настольный сверлильный станок (рис. 71) состоит из станины, шпинделя и механизмов движения станка.

Станина— основание и опора всех остальных частей станка, она же является и столом для сверления. Шпиндель—вращающийся вал, на котором крепится патрон. Патрон служит для закрепления сверла. К механизмам движения относятся электродвигатель и механизм вертикальной подачи шпинделя. Сверлильный станок устанавливается вне ювелирного верстака и поэтому должен обеспечиваться специальным кожухом для сбора стружки драгоценных металлов. Кожух для сбора отходов представляет собой глубокое пластиковое корытце с вырезами для рук.
Станки для сверления отверстий малых диаметров 0,5...2,0 мм должны иметь большую частоту вращения. Станок должен обеспечивать скорость вращения в интервале от 3000 до 10000 об/мин. Скорость вращения выбирают в зависимости от диаметра сверла: чем тоньше сверло, тем выше скорость вращения. Для выполнения качественного сверления большое внимание уделяют подготовке сверлильного станка и изделия.
Подобранное сверло закрепляют в патроне, добиваясь вращения без малейшего биения. Опорную подставку из дерева, пластмассы или другого легко сгораемого материала ставят в кожух для сбора стружки и помещают на столе сверлильного станка.
Накерненные изделия устанавливают на опорной подставке так, чтобы сверло совпало с углублением. В качестве опорных подставок удобно использовать флахайзен с деревянным вкладышем, вставленным в отверстие плиты и выступающим на 10... 15 мм выше ее уровня. Такой вкладыш дает возможность сверлить выпуклые детали, устанавливая их просверливаемым участком перпендикулярно сверлу.
Для сверления колец используют короткие деревянные стержни типа ригеля, на которые надевают кольцо, добиваясь таким образом устойчивости его во время сверления. Подачу сверла осуществляют легким нажимом на рычаг подачи шпинделя, время от времени освобождая сверло. Сильный нажим, сдвиг изделия в сторону приводят к поломке сверла. Перед каждым проходом сверло смазывают маслом или воском.
При работе на сверлильном станке необходимо соблюдать все правила безопасности труда. Во время работы станка нельзя держать непокрытую голову близко к вращающемуся шпинделю, держать рукой патрон, помогая ему остановиться, пытаться поправить сверло на ходу и вообще трогать вращающиеся детали станка до полной его остановки. Сверление можно производить и на рабочем месте (за верстаком) бормашиной в тех случаях, когда сверлится деталь не толще 1,0 мм и отверстия единичны. Наконечник гибкого вала должен быть с цанговым зажимом и набором сменных цанг.
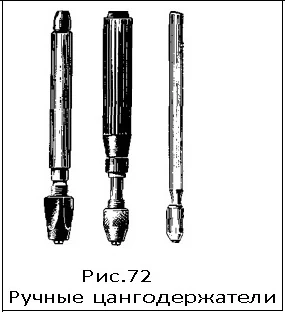
Для тонкой подгонки отверстий используют ручные цангодержатели (рис. 72) для ручного рассверливания круглых отверстий камней малого диаметра, отверстий шарнирных соединений и др.
Для ручного сверления применяют также ювелирную дрель (рис. 73), которая служит в основном для рассверливания и засверливания отверстий на небольшую глубину.

Ювелирная дрель состоит из: стержня, цангового зажима, маховика, ручки и ремня. Стержень металлический сплошной, 6...7 мм в диаметре, является основой для крепления цангового зажима и маховика (с одного конца). С другого конца стержень имеет отверстие для продергивания ремня. Цанговый зажим крепится на конце стержня и служит для закрепления сверла.
Маховик представляет собой металлический круг диаметром 20...25 мм, длиной 200...220 мм. Посередине имеет поперечное отверстие для свободной насадки на стержень. Отверстия по краям ручки служат для крепления концов ремня. Ремень (обычно из сыромятной кожи) шириной 4...5 мм соединяет концы ручки, проходя через отверстие в стержне.
При вращении стержня в любую из сторон ремень закручивается вокруг стержня, подтягивая ручку вверх. Ювелир нажатием ручки вниз раскручивает ремень, придавая стержню обратное вращение, а маховое колесо закручивает ремень в другую сторону.
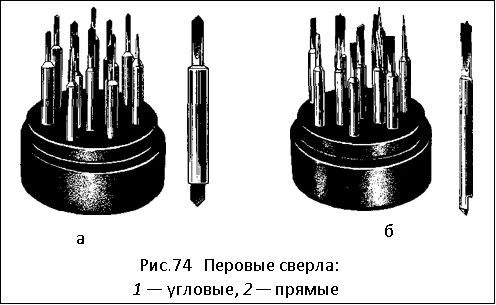
Таким образом стержень получает вращательное движение в обе стороны. Вращение в обе стороны с малой скоростью целесообразно для использования перовых сверл (рис. 74), которые позволяют очень точно калибровать отверстия при закрепке мелких камней. Для рассверливания отверстий и калибровки применяют угловые << перья >>(перовые сверла), для засверливания и получения углублений с плоским основанием — прямые << перья >>.
ШАБРЕНИЕ
Шабрением называется обработка поверхности изделия путем соскабливания тонкого слоя металла режущим инструментом — шабером. Шабрение ювелирных изделий производят с целью удаления рисок, образованных в процессе опиливания, для подготовки изделия к полированию. Это одна из отделочных операций. Шабрят внутренние и наружные поверхности. Для всех видов ювелирного шабрения используют шаберЫ одной конструкции — трехгранные, изготовленные из инструментальных сталей марок У10...У 12.
Шаберы разного назначения отличаются друг от друга только размерами сечения и углом заточки. Рабочая часть всех шаберов должна быть закалена и при надобности отпущена до такого состояния, чтобы шабер был не очень хрупким, но и не очень мягким. У хрупкого шабера может обломаться острый конец и выкрошиться лезвие, в следствие чего на поверхности шаброванного изделия остается след из мелких рисок. В этом случае говорят, что шабер << волосит >>. Если же шабер мягкий, заточка его будет недолговременной, следовательно, потребуется постоянная заправка шабера.
Шабер состоит из стержня с рабочей частью и ручки. Рабочая часть — это ребра, образованные трехгранной конической заточкой. Таким образом, рабочая часть шабера имеет три лезвия. Угол при вершине, образованный гранями, называется углом заточки шабера. Зависит он от сечения и назначения шабера. В целях безопасности работы длина рабочей части ограничена 20 мм.
Для шабрения внутренних округлых поверхностей (внутри колец) применяют шаберы большего сечения— круглые диаметром 6...8 мм, трехгранные со стороной 6...8 мм, так как внутреннее шабрение требует большего усилия, чем наружное. Угол заточки таких шаберов 30...35°. Длина шабера с ручкой 130...150 мм. Ручка может быть изготовлена из дерева, эбонита, пластмасс. Толщина ручки в утолщенной ее части 12... 15 мм.
В качестве заготовок для шаберов могут быть использованы: метчики, развертки, прутки подходящих сталей и специальные поковки.
При шабрении наружных поверхностей и труднодоступных мест применяют более тонкие шаберы сечением 5...6 мм. Угол заточки этих шаберов 15...25°, длина с ручкой 150...180 мм. Ручки для тонких шаберов могут быть изготовлены из трубок цветных металлов или прочных пластмасс. Так как при наружном шабрении ручка шабера находится между пальцами руки, сечение ее не должно превышать 8 мм. В качестве заготовок для шаберов наружного шабрения могут быть использованы: надфили, метчики и развертки соответствующих размеров. Независимо от формы заготовки для шабера, рабочую часть затачивают на три грани. Предварительную заточку производят на наждачном точиле, следя за тем, чтобы не отпустить заготовку. После того как рабочей части шабера задан определенный угол и предварительно обработаны грани, на грубом абразивном бруске выравнивают грани. Брусок смачивают жидким машинным маслом или керосином и, прижимая деревянным прижимом (в качестве прижима может служить старая ручка от напильника) к камню поочередно каждую грань, сообщают заготовке движение по плоскости камня.
Затачивают рабочую часть шабера на грубом камне до тех пор, пока грани не станут плоскими, а ребра прямолинейными. Дальнейшую заправку шаберов производят на мелкозернистых брусках, также покрывая поверхность камня маслом и прижимая грани шабера. Окончательно заправляют шабер на твердых мелкозернистых оселках. Бруски для заправки шабера должны иметь ровную плоскость без трещин и глубоких царапин. При выработке камня его необходимо выровнять трением о другой камень.
Длина брусков для заправки шабера 150 мм, ширина 50 мм, тощина 25 мм. Операцию шабрения выполняют, сидя за рабочим верстаком, в левой руке держат изделие, в правой — шабер. Упором для изделия служит финагель. Стружка, выходящая из-под шабера, падает в фартук, покрывающий колени мастера.
Для шабрения изнутри колец и других округлых отверстий шабер берут так, чтобы ручка его помещалась в ладони правой руки. Указательный палец правой руки лежит на стержне шабера. Рабочая часть находится на шабруемой поверхности гранью вниз, что обеспечивает режущий угол между лезвием шабера и поверхностью изделия.
Нажатием указательного пальца на стержень шаберу придают окружное движение в одну сторону (по часовой стрелке), обратное движение — холостое, без снятия стружки. Ход шабера (длина срезаемой поверхности) зависит от диаметра и ширины кольца, в среднем это 12... 15 мм.
При наружном шабрении шабер помещается в руке так, чтобы ручка его проходила между пальцами руки (мизинцем и безымянным или безымянным и средним). Кончики указательного и среднего пальцев лежат на стержне шабера, а большой палец упирается в стержень сбоку рядом с рабочей частью шабера. Лезвие шабера устанавливают под углом 30...40° к поверхности.
Движение шаберу придает большой палец правой руки, толкая лезвие вперед (от себя) и прижимая его к поверхности изделия. Обратный ход—холостой. Рабочий ход шабера не более 15 мм, но может быть и очень коротким, в зависимости от сложности изделия (рельефа, резного узора и т. д.). Если на поверхности изделия есть ощутимые шабером риски, оставшиеся от опиливания, то лезвие шабера устанавливают под углом 45...60° к направлению рисок, иначе шабер образовывает ступенчатую поверхность. Шабрением достигают достаточно высокой чистоты поверхности, поэтому изделия после шабрения можно полировать.
ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЫХ ИЗДЕЛИЙ
Эта глава включает пооперационное изготовление деталей и сборку наиболее распространенных ювелирных украшенийОправы для камней, верхушки, ранты и другие детали могут быть общими для любого ювелирного изделия и являться лицевой частью (основой) всех украшений. Поэтому этот раздел выделен из общей сборки изделий по видам. Глава содержит описание в основном ручного изготовления и сборки украшений, а также наиболее часто встречающиеся дефекты изделий и возможные способы устранения их.
ИЗГОТОВЛЕНИЕ КАСТОВ
Каст (оправа камня) — общая деталь всех ювелирных изделий с камнями. Существуют два типа кастов, различающихся принципом держания камня, — глухие и крапановые. В глухих камни удерживаются завальцованными стенками каста, а в крапановых — отдельными стойками (крапанами), вырезанными в касте или напаянными на него. Виды глухих и крапановых кастов могут быть различными по конструкции и технике исполнения в зависимости от вида украшения, образца и огранки камня. Форма и размеры кастов зависят в основном от формы, огранки и размеров камня. Говоря о размерах каста, имеют в виду размеры камня, который может быть закреплен в данном касте. При изготовлении кастов используют различные виды заготовок: толстостенные трубочки, плоский ленточный прокат, штампованные полуфабрикаты.
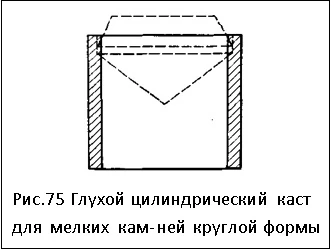
Глухие касты круглой формы—. Для мелких, до 3 мм в диаметре, круглых камней в качестве глухих кастов (рис. 75) используют отрезки трубок (царги). Касты для такого размера камней могут быть цилиндрическими и коническими.
Для цилиндрических делают трубку с внутренним диаметром, меньшим диаметра камня, а внешним диаметром, превышающим диаметр камня, с таким расчетом, чтобы вырезанное при закрепке камня гнездо проходило по средней линии диаметров. Заготовку для конических кастов берут с таким же расчетом, но для получения конической формы нижнее основание каста осаживают (сколачивают) в конической оправке. Такой матрицей может служить волочильная доска (циайзен) для шарниров соответствующих размеров. Производят сколачивание заготовки с паяным швом>.
Толщина стенки кастов малого диаметра 0,3...0,4 мм, высота выбирается в зависимости от образца изделия, но не менее высоты камня. Оправы для мелких камней, как правило, делают в большом количестве, поэтому пайку трубчатого шва лучше производить, когда трубка еще в длинной заготовке (не нарезанной по высоте кастов). При изготовлении цилиндрических кастов шов можно оставлять незапаянным с расчетом, что он пропаяется при сборке изделия. Касты для камней диаметром свыше 3 мм почти всегда конические, т. е. имеют форму усеченного конуса. Конусность придается двумя способами: сколачиванием или расколачиванием цилиндрической заготовки. В качестве заготовки каста для камней диаметром 3...5 мм можно также использовать трубку соответствующего размера.
Сколачивание в данном случае — это процесс придания цилиндрической заготовке конической формы за счет обжатия нижнего основания в матрице с коническими отверстиями (рис. 76) или уменьшения диаметра нижнего основания. Такие матрицы называют проколотками.

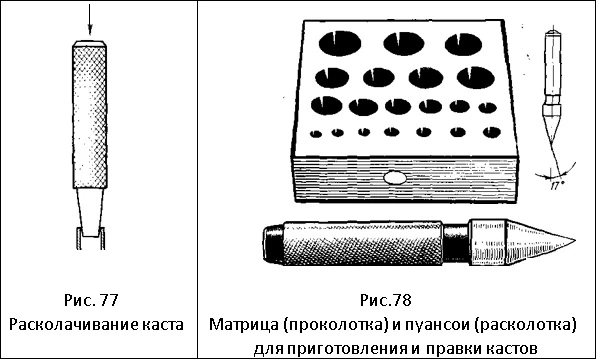
Расколачивание — это процесс получения конической формы за счет увеличения верхнего основания заготовки до размера камня. Каст по размеру камня делают с учетом выборки осадочного гнезда для камня. Расколачивание производят коническим пуансоном — расколоткой (рис. 77...78).
В обоих случаях пайка шва заготовки должна быть произведена заранее, толщина стенки заготовок такого размера в пределах 0,4...0,6 мм. Делая такие касты не из трубчатой заготовки, а из проката, длину заготовки берут по формуле расчета длины заготовки на обручальные кольца, а за ширину принимают высоту каста. Заготовку с запиленными на месте будущего шва концами сворачивают круглогубцами в кольцо и фугуют (плотно стягивают шов), проколачивая через отверстия проколотки до образования плотного шва. Шов (фугу) запаивают и цилиндрической заготовке придают коническую форму.
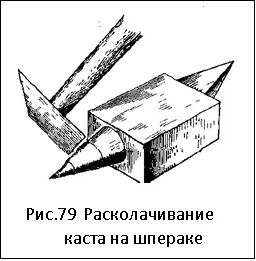
Правят касты конической расколоткой в конической матрице. Такое обжатие дает ровную поверхность и предохраняет от разрыва по фуге. Касты для камней диаметром больше 5 мм при индивидуальном исполнении расколачивают как расколотками соответствующих размеров, так и на шпераке (рис. 79).
Глухие конические касты таких размеров делают из проката. Толщина проката выбирается в зависимости от размера камня (чем больше камень, тем толще стенка каста), прочности камня (чем хрупче камень, тем тоньше стенка каста), мягкости металла (имеется в виду характеристика данного сплава). Для камней в пределах 12 мм толщина проката будет в интервале 0,6...0,8 мм. Главными исходными при расчете каста являются параметры (размеры) камня, затем конструктивные особенности изделия или условия заказчика. Процесс изготовления каста на шпераке заключается в следующем: цилиндрическую заготовку сворачивают из проката, спаивают по фуге и расколачивают на шпераке в конус до размера камня.
Ширина заготовки в любом случае диктуется высотой камня и слагается из высоты павильона камня, толщины рундиста и высоты (рис. 80) обжимного пояска (верхней части каста, оставленной для закрепки камня).
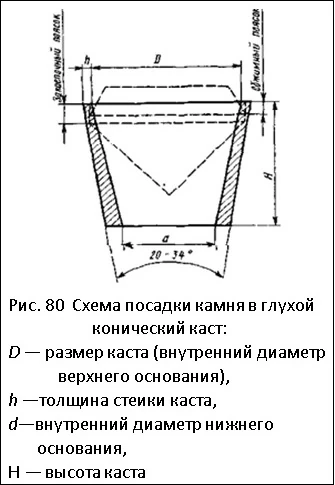
Размеры павильона и рундиста снимаются непосредственно с камня. У небольших камней снимают высоту всего камня, а высоту обжимного пояска оставляют 0,5...1,0 мм. Запас от шипа камня до нижнего основания каста получается вытяжкой во время расколачивания на шпераке. Длина заготовки зависит и от диаметра камня, и от его высоты. При определенной конусности с увеличением высоты каста будет увеличиваться и разница между диаметрами нижнего и верхнего оснований каста. Для расколачиваемого каста цилиндрическую заготовку делают по размеру малого основания, чтобы затем расколотить на него конус с размером большого основания, равным камню. Соотношение высоты каста (ширина заготовки и разницы диаметров оснований) 3:1.
Например, у каста высотой 6 мм разница между диаметрами верхнего и нижнего оснований должна быть 2 мм, у каста высотой 9 мм —3 мм и т. д. Длину заготовки на касты рассчитывают по упрощенной формуле для расчета обручальных колец с учетом конусности каста.
Например, для каста с диаметром большого основания:
диаметр: D — 10 мм,
высотой: — 9 мм
и толщиной стенки: —0,8 мм
расчет будет таким:
диаметр малого основания d равен
d = 10 — 3 = 7 мм;
длина L заготовки по малому диаметру
L = 3d + 4h = 3•7 + 4•0,8=24,2 мм.