Монтировкой в ювелирном производстве считается не только сборка, но и весь процесс подетального изготовления. Весь процесс от полуфабрикатов до полировки и закрепки камней — монтировка. Все операции, которые можно выполнить за ювелирным верстаком, называют монтировочными.
РАБОЧЕЕ МЕСТО ЮВЕЛИРА
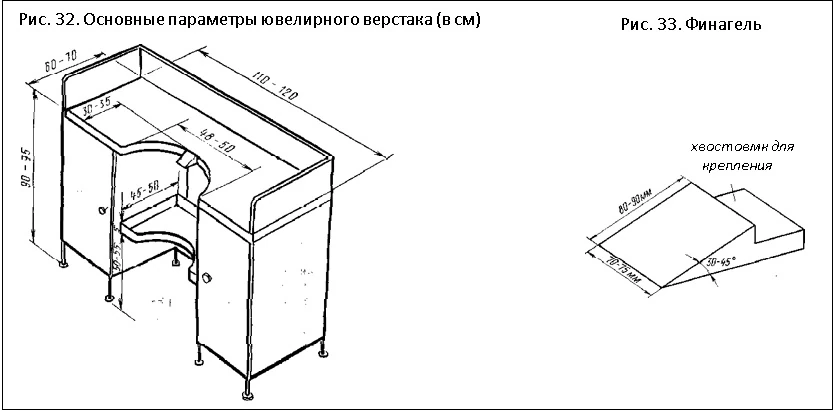
Организация рабочего места — одно из важнейших условий качественного труда, сокращение потерь драгоценных металлов и снижения утомляемости. Рабочим местом ювелира является верстак (рис. 32). Ювелирные верстаки бывают разных конструкций: на деревянной основе или металлической, однотумбовые и двухтумбовые, одноместные и многоместные. Это во многом определяют условия цеха или мастерской. Но в любом случае есть обязательные требования к каждому ювелирному месту. Сам верстак должен занимать устойчивое положение, чтобы в процессе работы не иметь продольных и поперечных колебаний. Столешница верстака (верхняя плита) должна быть массивной и иметь сегментный вырез (рабочую ячейку) с местом крепления.
Для финагеля (файнагеля). Финагель может крениться тугой посадкой хвостовика в отверстие торца центра рабочей ячейки или иметь винтовое крепление, позволяющее его удерживать без люфта. Финагель (рис. 33) изготавливается из твердых пород дерева (как правило, дуба) и служит упором при работе ювелира за верстаком. Для сборки отходов в процессе обработки изделий служит выдвижной металлический короб или кожаный фартук под рабочей ячейкой верстака. Короб для сбора отходов устанавливается на такой высоте, чтобы не касаться локтя ювелира при выпиливании лобзиком на финагеле и не упираться в колени при нормальной посадке ювелира на стуле. Короб также должен иметь сегментный вырез на лицевой стороне, чтобы в выдвинутом положении уменьшить потери отходов драгметалла. Короб глубиной 50...70 мм изготавливается из огнеупорных, нержавеющие и немагнитных материалов, как правило, из нержавеющей стали.
Столешница верстака должна быть покрыта огнеупорным материалом (как правило, пластиком), обеспечивающим ровную и гладкую поверхность. Контур верстака должен иметь бортик.
Лицевая сторона верстака отделывается бортиком высотой 4...5 мм с разрывом в зоне финагеля (для сбора отходов), остальная часть периметра верстака может иметь бортик произвольной высоты, в зависимости от условий работы (как правило, 150 мм). Поверхность столешницы должна исключать наличие щелей и трещин, с этой целью контур cоединения бортика и столешницы зашпаклеван. Подверстальные тумбы служат для хранения инструмента и приспособлений. Емкость их и количество выдвижных ящиков должны обеспечивать хранение всех личных нструментов. Комплектный стул должен быть устойчив и удобен по высоте, при наличии винтового устройства, регулирующего высоту стула, должны быть исключены люфтовые колебания.
Ювелирный верстак обеспечивается светильником дневного освещения, прикрепленным стационарно. Гибкий шланг или подвижной кронштейн светильника должен обеспечивать вертикальное и угловое перемещение света в зоне финагеля, а также нормальное освещение всей поверхности верстака. При условии подводки центральной газовой магистрали ювелирный верстак обеспечивается двухканальным трубопроводом с регулировочными кранами для подключения к газопроводу и каналу сжатого воздуха, обеспечивающего давление. При отсутствии газовой магистрали используются индивидуальные газовые или бензиновые аппараты.
Для хранения изделий, полуфабрикатов и отходов каждый ювелир имеет металлический ящичек (гофт) с закрывающейся крышкой и опломбировывающийся личной печатью перед сдачей его на хранение.
Для сбора и хранения отходов (опилок, стружки, обрезков и т. д.) должна быть баночка с плотно закрывающейся (завинчивающейся) крышкой и по размерам свободно размещающаяся в гофте.
Условием эффективной работы ювелира является размещение инструмента на рабочем месте. Во время работы на верстаке должен находиться только тот инструмент, который необходим для данной операции. Верстак не должен быть захламлен инструментами. Инструменты могут располагаться по обе стороны рабочей ячейки, а центральная часть верстака (в зоне финагеля) должна быть свободна для размещения деталей изделия.
На верстаке под рукой всегда должна быть щетка для обметания инструмента и рук от опилок. Инструмент и руки обметают после каждой операции в короб для сбора отходов. Уборка рабочего места по окончании работы производится в следующем порядке. Изделия и детали из драгметаллов обметают щеткой и убирают в коробку для изделий. Инструменты обметают щеткой каждый в отдельности и убирают в отведенные для них места. Затем обметают всю верхнюю часть столешницы и отходы сметают в короб.
После обметания рук щеткой приступают к сбору отходов из короба. С этой целью сметают отходы со всей поверхности короба в кучку и заметают их на специальный совочек (рис. 34), из которого высыпают в банку для сбора отходов. Этот прием повторяют 3—4 раза до максимально полного сбора отходов.

РАЗМЕТКА
Разметка в процессе изготовления ювелирных изделий применяется с целью подгонки деталей до определенного размера подгонки форм деталей ювелирного изделия, а также для переноса рисунка и его размеров на заготовку. Правильная, грамотно выполненная, она во многом облегчает качественное изготовление ювелирного украшения. В большинстве случаев ювелирная разметка применяется для размещения мелких камней на << верхушке >> изделия, а также переноса рисунка для последующего выпиливания или разделки. Разметка выполняется на листовом прокате маленьких размеров, что создает свои трудности.Инструментом для выполнения разметки служат: чертилки, циркуль, штангенциркуль, металлическая масштабная линейка, кернер. Разметку мелких пластин удобней выполнять на разметочной плите (листе). Чертилка представляет собой стержень с заостренным концом. Рабочий конец чертилки должен быть изготовлен из стали, закален и иметь угол заточки не более 20°. Сам стержень чертилки может быть сделан из любого материала (алюминия, пластмассы, дерева). Длина и диаметр стержня принимаются равными карандашу. Существуют чертилки с цанговым зажимом для рабочей иглы. Чертилка применяется для нанесения рисок на размечаемой поверхности как по линейке, угольнику, шаблону, так и от руки (см. рис. 35).

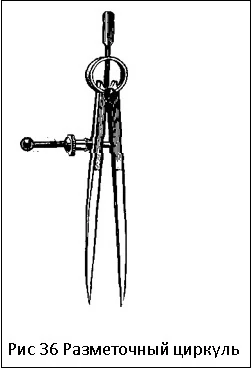
Разметочный циркуль (рис. 36) для мелкой разметки изготовляется из стали. Для развода ножек циркуля в средней части есть стопорный винт, который фиксирует расстояние между ножками. Нерабочие концы ножек соединены пружинным кольцом для удержания ножек в постоянном напряжении. Циркуль должен быть жестким, в рабочем состоянии не должен иметь люфтовых колебаний. Высота циркуля 75...100 мм, максимальное разведение ножек соответственно 50...80 мм. Рабочие концы циркуля затачиваются так, чтобы образовать режущий угол.
Разметочный циркуль служит для переноса линейных размеров с масштабной линейки на заготовку, для деления линий на нужные отрезки, построения углов, нанесения окружностей и дуг и деления круга на необходимое число осей.
Снятие размеров производят циркулем со штангенциркуля. Масштабная линейка должна быть стальной, длиной 100...150 мм, с гладким без зазубрин рабочим ребром и четкой дели-тельной шкалой. Используется для проведения прямых рисок чертилкой и снятия размеров.
Кернер — круглый стержень с заостренным рабочим концом в конической его части. Угол заострения 45...60°. Другой (ударный) конец имеет слегка выпуклую поверхность. Изготовляется кернер из инструментальной стали и закаливается. Служит для нанесения углублений для сверления. Автоматические (пружинные) кернеры (рис. 37), являясь наиболее удобным и роизводительным инструментом, все более вытесняют обычные.

Автоматический кернер — предназначен для быстрого кернения простым нажатием на верхнюю часть. В корпусе механического кернера находятся: ударная пружина, стержень с кернером и ударник. Силу удара регулирует специальное устройство. Плита для разметки ювелирных заготовок представляет собой ровный стальной (незакаленный)лист 150X150X2 мм. На каждой из сторон нанесены концентрические окружности и деление их осями на 8, 10, 12, 14 частей. Для центрирования заготовки одна из осей должна иметь делительную шкалу на 5 мм. Таким образом, обе разметочные плиты, каждая из которых имеет двустороннюю разметку, обеспечивают быстрое и безошибочное деление заготовки почти на любое число радиальных осей. Разметочная плита позволяет точно найти симметричные точки (за пределами заготовки) для опорной ножки циркуля, выполнить сопряжения, провести соединительные дуги при разметке симметричного рисунка. Для сцепления плиты с заготовкой поверхность плиты должна быть шероховатой. Перед разметкой внимательно проверяют, нет ли у заготовки раковин, трещин, плен. После этого паяльным аппаратом или в муфельной печи заготовку отжигают, так чтобы поверхность ее равномерно окислилась — на темной поверхности разметочные риски более заметны.
Посередине лицевой поверхности заготовки по линейке проводится продольная ось, которая будет служить базой разметки. Затем заготовку укладывают на разметочную плиту так, чтобы ось заготовки совпала с осью плиты, имеющей делительную шкалу. Это дает возможность быстро определить центр разметки. Имея на разметочной плите риски деления окружностей на еобходимое число, легко находят их на заготовке. Затем с помощью циркуля ведут построение фигур или находят центры других окружностей. Центры окружностей на заготовке крепятся.
Процесс разметки основывается иа делении прямых, построении некоторых геометрических фигур и радиальном делении окружностей, которые являются или конечной целью разметки, или базой для разметки сложных узоров и размещений. Построение фигур делается с учетом соблюдения центра разметки.
Для деления отрезка продольной оси пополам с проведением перпендикулярной оси (рис.38) циркулем из точки А (конца продольной оси) радиусом,несколько большим половины длины отрезка, проводят дугу. Затем тем же радиусом из точки В (другого конца продольной оси) проводят другую дугу и через точки пересечения дуг С и D проводят прямую, которая будет служить поперечной осью и разделит продольную ось пополам. Точка пересечения осей О будет центром разметки. Дальнейшее деление прямой производят из центра раствором циркуля нужного размера, который определяется по делениям штангенциркуля или масштабной линейки.

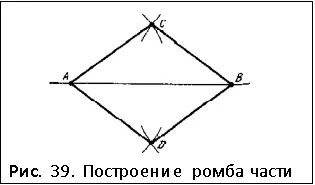
Построение ромба по диагонали и стороне производят аналогично делению прямой пополам перпендикулярной осью. Из точки А (рис. 39) проводят дугу радиусом, равным стороне ромба, а после проведения такой же дуги из точки В полученные точки С и D соединяют с точками Л и В. Для построения ромба по двум диагоналям большую диагональ делят пополам перпендикулярной осью (малой диагональю), на которой от центра пересечения диагоналей откладывают отрезки, равные половине заданной малой диагонали.
Построение квадрата по диагонали проводят с помощью окружности, проведенной из центра пересечения перпендикулярных осей радиусом, равным половине диагонали. Точки пересечения осей с окружностью соединяют.
Построение квадрата по стороне производят следующим образом. Из центра пересечения перпендикулярных осей О (рис. 40) на горизонтальной оси циркулем делают засечку радиусом, равным половине заданной стороны. Через полученную точку К проводят прямую, перпендикулярную горизонтальной оси, на которой от точки К откладывают отрезки КА и KB, равные половине заданной стороны. Через точки Л и Б из центра разметки О проводят окружность и через центр окружности О из точек Л и В проводят прямые до пересечения с окружностью в точках С и D. Полученные точки Л, В, С и D последовательно соединяют. Соединив последовательно вершины квадрата с точками пересечения осей с окружностью получают восьмиугольник.

Для построения равностороннего треугольника (рис.41) из точки пересечения перпендикулярных осей О проводят окружность. Затем раствором циркуля, равным радиусу, из точки пересечения оси с окружностью 01 делают на окружности засечки Л и В. Полученные на окружности точки А и В последовательно соединяют с точкой С (точка на окружности, противоположная точке O1).

Шестиугольник строится в окружности, которая делится радиусом на шесть частей. Полученные на окружности точки последовательно соединяют.
Двенадцатиугольник строится аналогично шестиугольнику, но окружность делится на двенадцать частей.
Построение пятиугольника производится так. Радиус окружности ОА (рис. 42) делят пополам и из середины его (точки 0\) проводят дугу радиусом OD до пересечения ее с диаметром АВ в точке С. Расстояние между точками С и D будет стороной пятиугольника, а отрезок ОС будет равен стороне десятиугольника.
Разделив окружность раствором циркуля, равным CD, получают пять засечек, которые последовательно соединяют между собой.

Для десятиугольника окружность делят раствором циркуля, равным ОС.
При построении семиугольника (рис. 43), как и при построении треугольника, из точки 0\ описывают дугу раствором циркуля, равным радиусу, до пересечения с окружностью.

Точки пересечения А и В соединяют, и отрезок АС (половина прямой АВ) будет стороной семиугольника.
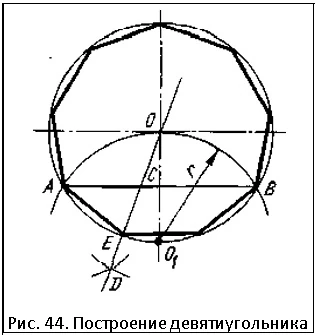
Девятиугольник (рис. 44) строят подобно семиугольнику до. получения отрезка АС. Затем из точек А и С раствором циркуля, равным АС, делают засечки до пересечения их в точке D. Точку D соединяют с центром окружности О, а точку Е, полученную при пересечении прямой OD с окружностью, соединяют с точкой А. Отрезок АЕ и будет стороной девятиугольника.
Деление окружности на 3, 4, 5, 6 и т. д. равных частей производят так же, как построение многоугольников, вписанных в окружности. Точки на окружности, найденные для вершин многоугольников, соединяют с центром окружности. При делении окружности на четное количество равных частей оси будут проходить через центр окружности, соединяя две противоположные точки; при делении на нечетное количество частей образуются лучи, исходящие из центра круга через точки, найденные на окружности.
Для облегчения разметки и при невозможности проведения на заготовке сложных построений пользуются коэффициентами, приведенными в табл.13.
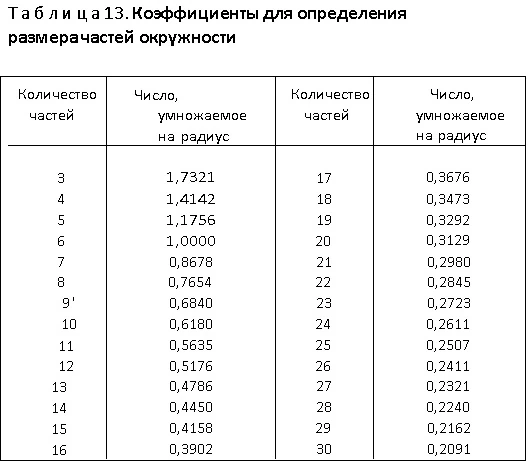
В ней две графы. В одной указано количество частей, на которое нужно разделить окружность, в другой — число, на которое нужно умножить радиус окружности, чтобы получить размер части.
Овал с двумя осями симметрии может быть построен по заданной большой оси (рис.45, о). Для этого прямую, равную заданной большой оси, делят пополам двумя одинаковыми окружностями, диаметры которых равны половине прямой. Затем, найдя центры на продолжении малой оси (перпендикуляр через середину большой оси), окружности сопрягают дугами.

По заданной большой и малой осям овал строится следующим образом (рис. 45,6). На перпендикулярные большую и малую оси наносят точки А, В, С и D, которые определяют заданные размеры осей. Затем из центра пересечения осей О радиусом R, равным половине большой оси, проводят дугу АЕ, соединяющую большую и малую оси. Расстояние СЕ на продолжении малой оси будет разницей между большой и малой полуосями. На прямой АС откладывают отрезок CF, равный СЕ, а оставшуюся прямую AF делят пополам перпендикулярной прямой. Перпендикуляр, проведенный через середину прямой А, пересекает большую ось в точке 1 и малую в точке 2. На осях будущего овала находят точки 3 и 4, симметричные точкам 1 и 2. Найденные четыре точки будут центрами дуг, составляющих овал. Из точек 1 и 3 проводят дуги радиусом R1, а из точек 2 и 4 — дуги радиусом R2.
Построение овала по заданной малой оси (рис. 45, в) производится с помощью окружности, проведенной из точки пересечения осей О радиусом, равным заданной малой оси. Точки пересечения окружности с малой осью А и В соединяют прямыми с точками пересечения окружности с большой осью 01 и 02 . Затем, принимая за центр точки А и В, радиусом, равным диаметру окружности, проводят дуги до пересечения их с продолжениями прямых АО1, АО2, ВО1, В02 в точках D, F, С, Е. Полученные дуги соединяются дугами CD и Е из центров соответственно О1 и 02.
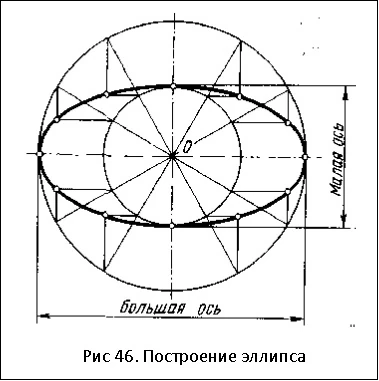
Эллипс отличается от овала тем, что всегда имеет две оси симметрии. Строят эллипс по заданным большой и малой осям (рис.46). Из центра пересечения осей О проводят две окружности: одну — радиусом, равным большой полуоси, другую — радиусом, равным малой полуоси. Окружности делят диаметрами на несколько равных частей (например, на 12). Из точек деления на большой окружности проводят вертикальные линии, а из точек деления на малой окружности — горизонтальные. Точки пересечения этих линий определяют точки эллипса. Чем больше точек деления окружностей, тем легче строить эллипс.