
Верхушка из кастов плоская (не имеющая общей выпуклости) может быть собрана на леткале последовательным припаиванием одного каста к другому. Если касты не должны плотно прилегать друг к другу, их паяют на жилках. Нижнее основание каста всекают лобзиком диагонально на глубину жилки (провальцованной на плоскость проволоки) и насаживают на нее. Жилку предварительно изгибают соответственно расположению кастов, затем размещают на ней касты с необходимым интервалом и припаивают их к жилке. При многоядерном расположении несколько собранных на жилках кастов спаивают между собой. Верхушки, имеющие общую кривизну (выпуклость), удобно собирать на монтировочной массе, в качестве которой может служить смесь каолина с асбестом или огнеупорный гипс. Размягченная водой каолиноасбе.стовая масса лепится по форме верхушки и усаживается кастами так, как указано на образце. Места пайки офлюсовывают жидким раствором и высушивают горелкой. При большом количестве мест паек целесообразно паять напиленным припоем, который при равномерном нагревании изделия позволяет одновременно пропаять все соединения. Собранную верхушку с монтировочной массой кладут в воду, масса размягчается и может быть использована при следующей сборке.
Для сборки наборной верхушки на гипсовой массе из пластилина делают слепок нужной формы и усаживают его таким же способом, как и в предыдущем случае. Затем в куске картона Делают вырез по форме верхушки и надевают на слепок так, чтобы верхушка слегка возвышалась над площадкой. После этого верхушку заливают гипсовым раствором (раствор уплотняется легким постукиванием по слепку), картонная площадка предохраняет раствор от стекания. Слепок, залитый гипсом, устанавливают верхушкой вверх до полного затвердевания раствора. Потом пластилиновый слепок отделяют от затвердевшего гипса и снимают картон. Оголившиеся основания кастов обезжиривают, офлюсовывают и спаивают. После пайки гипс растворяют в горячем отбеле (в отдельной отбельнице) и смывают в воде жесткой щеткой. Верхушка считается гладкой (рис. 88), если она изготовлена из проката без кастов (для отделки гравировкой) или в виде ободка вокруг каста (нескольких кастов).
Толщину проката для гладкой верхушки берут в зависимости от заданной массы изделия, но не тоньше 0,7 мм. Изготовление плоских верхушек элементарно — на прокате вычерчивают ее контур, вырезают и опиливают по контуру. Но, как правило, верхушка имеет криволинейную поверхность (выпуклость, а иногда и вогнутость). Процесс изготовления ее проходит следующим образом. На плоском прокате, отожженном и затемненном (при отжиге на воздухе металл покрывается темной пленкой оксида), вычерчивают контур верхушки, и если в ней планируется размещение кастов, то размечают сразу и это. Заготовку обрезают по контуру и опиливают. В зависимости от формы контура, верхушки и кривизны поверхности ее бухтеруют (придают кривизну) в анке (рис. 89), свинцовой матрице или дереве пунзелами — стержнями с шарообразной рабочей частью.

При сложной или глубокой вытяжке заготовку подвергают промежуточному отжигу, а после завершения этой операции — окончательному. Полученную кривизну поверхности правят, чтобы контур верхушки был параллельным. у большинства изделий контур верхушки должен находиться в плоскости, а у браслетов и иногда колец — искривлен по дуге внутрь. В первом случае верхушку правят на правочной плите, во втором — на ригеле соответствующего диаметра. Основание верхушки допиливают напильниками и надфилями до появления ровного по ширине пояска.
Если верхушка размечена для размещения кастов, то в ней вырезают отверстия, в которые впасовываются предварительно изготовленные и обработанные касты. В том случае, когда каст должен находиться в верхушке с просветом, его сажают на жилки, которые либо предварительно напаивают на каст, либо оставляют во время вырезания отверстия, а само отверстие в верхушке делают больше на ширину просвета. Касты плотно впасовывают в эти отверстия и припаивают. Сложными по изготовлению считаются верхушки с большим скоплением камней, когда центральную оправу обрамляют более мелкие камни. Такие верхушки называют кармазированными или кармазиновыми (от слов кармазиринг или, как чаще называют ювелиры, кармазельник), которые могут различаться по форме или способу закрепки усадочных камней. Контур верхушки может быть ровным или лепестковым (с выделением каждого камня).
По способу закрепки (удержания камня) — корневой, т. е. Страховки камней шариками, выделенными из металла (корнерами); обжимной (удержание камня за счет контурного обжатия); крапановой. Для каждого вида кармазирннга своя технология ручного изготовления. При варианте глухого центрального каста и ровного контура верхушки (рис. 90) усадочные камни крепятся корнерами.

Толщина заготовки 1,2...1,5 мм в зависимости от размера камней. Чем больше камни, тем толще заготовка. Начальная стадия изготовления такой верхушки сходна с гладкой, включая Операцию правки основания верхушки на правочной плите. Далее проверяют разметку на верхушке и вносят поправки в случае искажения. При разметке усадочных камней необходимо сделать поправку на то, что, чем глубже будут << садиться >> камни, тем плотней они будут << прижиматься >> друг к другу и к центру. Поэтому если по замыслу камни должны сидеть плотно друг к другу, то на поверхности верхушки они должны лежать с зазором. Сверление производят по разметке сразу для всех камней диаметром меньше разметочного.
Отверстие под центральный каст, изготовленный заранее, выбирают (опиливают) в первую очередь и каст впасовывают (подгоняют) на такую глубину, чтобы нижнее основание его не Выходило за пределы внутренней (обратной) поверхности. Затем выбирают отверстия под мелкие камни. Отверстия делают коническими с сужением примерно 20°. Если усадочные камни круглые, то отверстия подгоняются соответствующим коническим бором. Для нестандартных камней (с нарушением формы) отверстия выбираются лобзиком под тем же углом по контуру камня.
При индивидуальном исполнении изделий кроме лицевой стороны верхушки обрабатывают и обратную ее сторону. Обработка заключается в том, что все отверстия для мелких камней резко увеличивают лобзиком, в результате отверстия приобретают форму отлогой воронки. Эту операцию ювелиры называют << резать ажур под камень >>. Ажур может быть любой формы, но должен сочетаться с формой верхушки и расположением камней. Ряд разделанных таким образом отверстий образует красивый рисунок (рис. 91), просматривающийся только с тыльной стороны изделия.
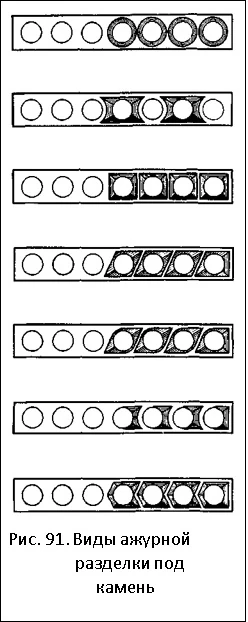
Делается ажур в первую очередь для того, чтобы дать возможность содержать камень в чистоте, избежать недоступных мест для промывки камня, так как застрявшие в недоступных нишах темные отложения меняют цвет бриллианта, а слой жира легко прилипающий к бриллиантам, в значительной степени гасит их игру. После обработки отверстий для камней впаивают центральный каст. Верхушку опиливают в местах выделения припоя и неровности по контуру. При варианте лепесткового кармазиринга (рис. 92) закрепка усадочных камней может планироваться в корнера, а может контурным обжатием камней.

Для корнеровой закрепки технология изготовления верхушки мало чем отличается от предыдущей, а для закрепки обжатием отверстия под усадочные камни после подгонки по размеру и форме углубляются на глубину посадки камня. Для круглых камней это делается соответствующим коническим бором или специально заточенным сверлом, для нестандартных — штихелем.
После этого по контуру заготовки делаются глубокие всечки между камнями и опиливают контур каждого камня, оставляя толщину стенки, способную на деформации 0,4...0,7 мм в зависимости от размера камней и сплава (серебро, золото различных проб). Схема изготовления крапанового кармазиринга (рис. 93) отличается от предыдущих.
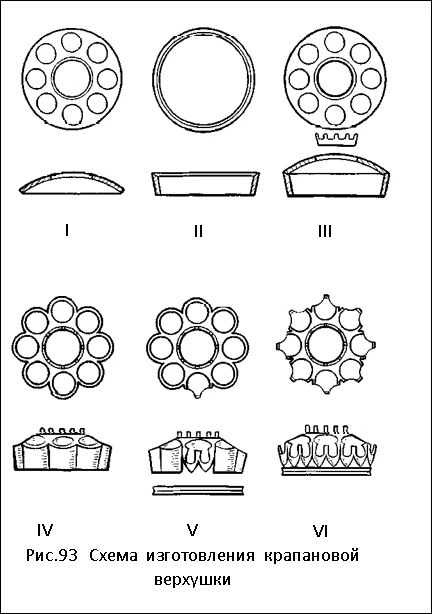
Центральный каст в большинстве случаев делается крапановым (хотя может использоваться и глухой). Деталь, в которую сажаются камни,—только лицевая часть верхушки. Камни припасовываются, как и в предыдущем случае, полностью (на оконча-тельную глубину). Контурное опиливание проводят по окружности под углом к центру из-гиба. Радиус опиливания доводят до касания отверстий усадочных камней. Затем впаивают центральный каст на таком уровне, чтобы на поверхности была только крапановая часть каста. После этого под размер лицевой детали изготавливают коническую царгу (типа глу-хого каста) с таким расчетом, чтобы лицевая деталь заподлицо входила внутрь царги. Для этого в верхнем основании царги снимают внутреннюю фаску, угол фаски должен совпадать с углом опиленного контура лицевой детали. Царгу делают с толщиной стенки не менее 0,9 мм, угол конусности зависит от образца (размера верхушки).
Лицевую деталь впаивают в царгу, предварительно стянув их вязальной проволокой. Затем по контуру верхушки всекают углубления между камнями и опиливают контур каждого камня.
Всечка делается по всей высоте верхушки, но глубина ее разная. В верхней части глубина задается отверстиями, в нижней — глубина всечки не более половины толщины стенки царги.
Следующим этапом по контуру верхушки делают разметку крапановой части верхушки по уровню высоты и расположению. Как правило, высота крапанов диктуется высотой камней.
Расположение крапанов всегда одинаково — один крапан оставляют посередине внешней дуги каждого отверстия, два других (смежные или разрезные) по концам дуг. Люфты выпиливают лобзиком, а обрабатывают тонкими цилиндрическими борами бормашины и шабером. На нижней части верхушки готовят оконную часть, для этого против каждого крапана делают сквозные всечки трехгранным надфилем или лобзиком (в зависимости от расстояния между крапана.ми). Всечки разваливают в бокан (шип) против каждого люфта и обрабатывают трехгранным или ножевидным надфилем. Выходящая наружу всечка делается высотой до крапана, затем все обрабатывают шабером. В таком виде верхушка считается готовой для подпайки ранта.
Ажурную вырезную верхушку (рис. 94), разновидностям которой предела нет, делают также из проката 1,2...1,4 мм. Камни в верхушке могут быть закреплены в касты, мелкие царги, непосредственно в металл верхушки (в ее вырезанные элементы), в накладные элементы верхушки и т. д.
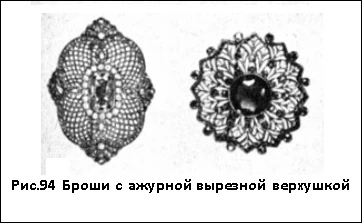
Вначале, как и обычно, изготовляют царги и касты, а затем приступают к разметке верхушки, которую осуществляют еще на плоском прокате. Разметка должна быть четкой и достаточно глубокой, чтобы после бухтеровки линии ее сохранились. Далее, как и в предыдущих случаях, верхушку вырезают по внешнему контуру, бухтеруют и правят. Разметку проверяют заново,исправляют в местах искажения и восстанавливают на забоинах. Затем вырезают отверстия под касты и впасовывают их. Если царги (по рисунку) сажаются на жилки, их впасовывают после обработки вырезанного узора верхушки. Отверстия под касты, а затем и под камни вырезают в последовательности от больших к меньшим, и только после того как все отверстия будут подогнаны под камни, вырезают сам узор. С этой целью пилку для лобзика берут мелкую для чистовой поверхности среза. Пилка << работает >> под углом к центру выпуклости. При необходимости ажурный узор обрабатывают игольчатыми и специально заточенными надфилями; там же, куда невозможно подобраться этими надфилями, чистовую обработку осуществляют лобзиком. После обработки прорезного узора с лицевой и обратной сторон режут ажур под камни. Сборку верхушки с кастами производят в таком порядке, чтобы уже припаянные касты или царги не мешали пайке ледующих. После полной сборки всех элементов верхушки обработки контура и заправки припоя верхушка готова к сборке с рантом, В серийном производстве сборка верхушек производится из штампованных или литых деталей (рис. 95), имеющих постоянные размеры (кроме шинки).

Для сборки таких верхушек периодически повторяющихся изделий используют приспособления, изготовленные из жести (кондукторы), которые во время пайки удерживают детали под определенным углом в симметричном расположении. Любая верхушка не подвергается чистовой обработке, пока она не смонтирована с нижней подпайкой—рантом.
Рант — это нижний контурный ободок, припаянный к касту или верхушке (подпайка). Кроме декоративного назначения рант в большей степени несет силовую нагрузку, являясь основой для крепления остальных деталей. Разновидности рантов зависят в большей степени от того, какому изделию предназначена верхушка. Например, у подвесок рант не подвергается << напряжению >> (деформации), поэтому может быть нежным — плоским, тонким; в брошах рант испытывает незначительные нагрузки в шарнирной и замковой частях, следовательно, если рант делают нежным, то крепление его в этих местах предусматривают особо. В серьгах рант, пожалуй, испытывает самое большое напряжение, поэтому в зависимости от конструкции замка выбирают тип ранта. Тип ранта для колец зависит от многих причин — размера верхушки, прочности верхушки, размера кольца, высоты шинки и т. д. Чем нежнее верхушка, тем прочнее должен быть рант (подпайка).
Основные разновидности подпаек (рис. 96) следующие: плоские ровные, плоские изогнутые, вертикальные (низкие царги), высокие (высокие царги), дикели.

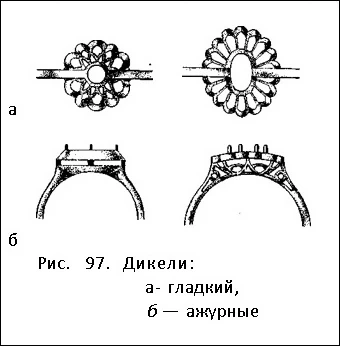
Дикель (с немецкого — крышка) —выпуклая подпайка, подобная нижней крышке часов, но с вырезом для ухода за камнями (рис. 97).
Ранты по своей форме в большинстве случаев копируют контур верхушки, а по размерам не выходят за ее пределы. Плоский рант не намного увеличивает габариты верхушек по высоте и оставляет открытой обратную её сторону. Плоский рант сложного контура делается по верхушке, как по копиру.
Заготовкой для ранта служит плоский прокат (толщиной 0,8...1,0 мм), немного превышающий размеры верхушки. Заготовка должна быть плотно подогнана к основанию верхушки и в двух-трех местах припаяна оловом. Подпаянную заготовку обрезают по контуру верхушки и заподлицо опиливают. Пластинку, уже имеющую внешний контур ранта, отделяют нагревом от верхушки и полностью счищают олово с обеих деталей. Внутренний контур ранта отмечают циркулем на расстоянии 1,5...2,0 мм от внешнего контура. Таким образом, предварительная ширина ранта будет 1,5...2,0 мм. Отверстие ранта вырезают по намеченному внутреннему контур)', который потом заправляют. К верхушкам, предназначенным для колец, разнообразие рантов несколько шире, чем для других изделий (см. рис. 97).
В частности, под верхушку, имеющую плоское основание, рант может быть изготовлен изогнутым (по пальцу), он служит как бы переходом от верхушки к шинке кольца. При изготовлении такого ранта ширина его (расстояние вдоль изгиба) берется на 1,5...2,0 мм меньше ширины верхушки. Высокие ранты для колец делают из проката по типу конического каста и расколачивают по контуру верхушки, не выходя за ее пределы. Высота такого ранта задается образцом. Собирают верхушку с рантом пайкой, в большинстве случаев на жилках. Жилками могут служить отрезки круглой и вальцованной проволоки или трубчатая заготовка. Сечение жилок определяется расстоянием, на которое верхушка должна отстоять от ранта. Отрезки для жилок напаивают на рант.
Количество жилок и расстояние между ними выбирают в зависимости от величины изделия и его контура. Для верхушек, усаженных мелкими камнями, жилки паяют так, чтобы каждая жилка оказалась под камнем верхушки. Напаянные на рант жилки заправляют заподлицо с внутренним контуром ранта, а с внешней стороны обрезают после сборки с верхушкой. Затем рант подвязывают к верхушке и все жилки припаивают к ней, после чего собранный узел обрабатывают по наружному контуру. Выходящие за пределы контура жилки отрезают и контур узла опиливают.
Дикель закрывает значительную часть обратной стороны верхушки. Если дикель делается гладким, то в центре он должен иметь значительный вырез по форме верхушки, если же ажурным, то центральный вырез может быть меньше. Ажурный узор дикеля выбирается по возможности таким, чтобы обратная сторона камней, закрепленных в верхушке, была открыта для промывки.
Дикель используется в основном для колец и серег. Размеры дикеля определяются контуром верхушки. Изготовляют его из проката толщиной 0,7...0,9 мм. Разметку проводят на плоской заготовке. Если дикель глухой, размечают центральное отверстие, а если ажурный — весь узор. Основание заготовки запиливают на плоскость и подгоняют под основание верхушки.
Узор вырезают лобзиком и обрабатывают надфилем. При сборке верхушки с дикелем жилки применяют преимущественно для глухих дикелей, которые иногда соединяются с верхушками через жилки. Во всех других случаях дикель припаивают непосредственно к верхушке всем основанием или отдельными участками ажурно вырезанного основания. В серийном производстве размеры и конфигурация деталей стандартные (определены шифром изделия), поэтому ранты и дикели используют штампованные или литые. Работа монтировщика заключается в заправке подпаек, подгонке их к верхушке и сборке.